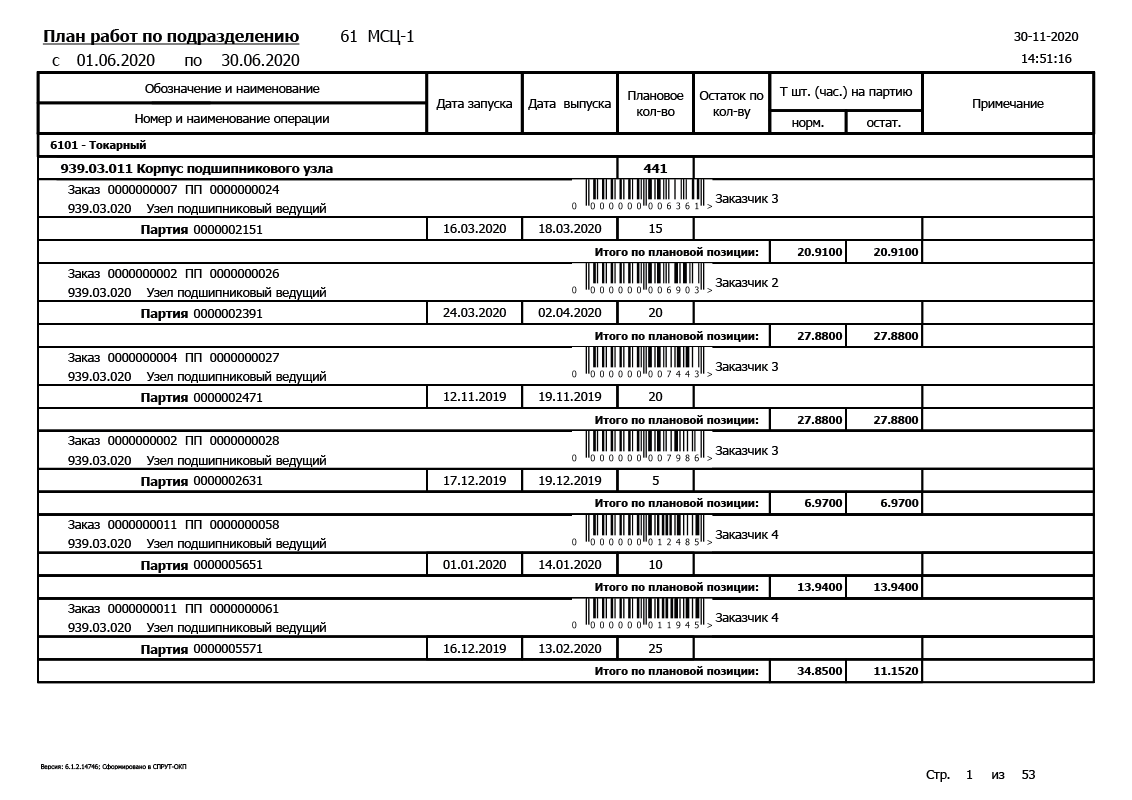
Определение реальных сроков выполнения заказов
Решаемая задача:
Как определить реальные сроки выполнения заказов?
Обеспечение выполнения задачи:
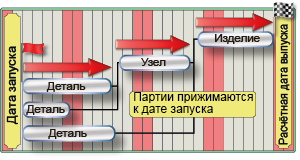
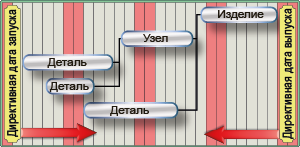
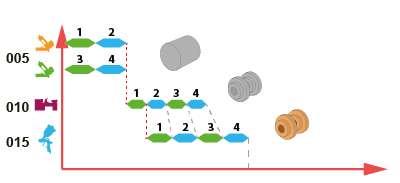
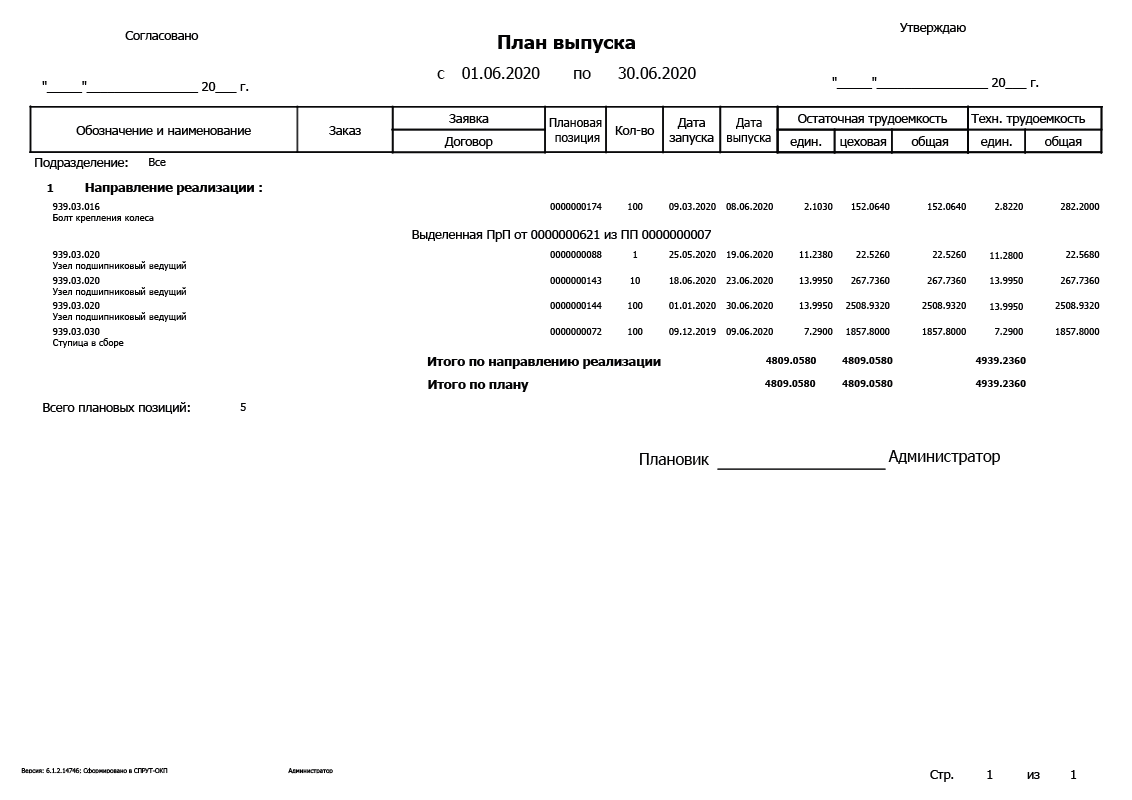
Сроки выполнения заказов определяются с учетом текущей загрузки производственных мощностей от ранее размещенных заказов.
Автоматический пересчет плана при изменении приоритетов заказов.
Предварительный анализ сроков выполнения заказов перед заключением договора.
Резервирование производственных мощностей при предварительном планировании заказов.
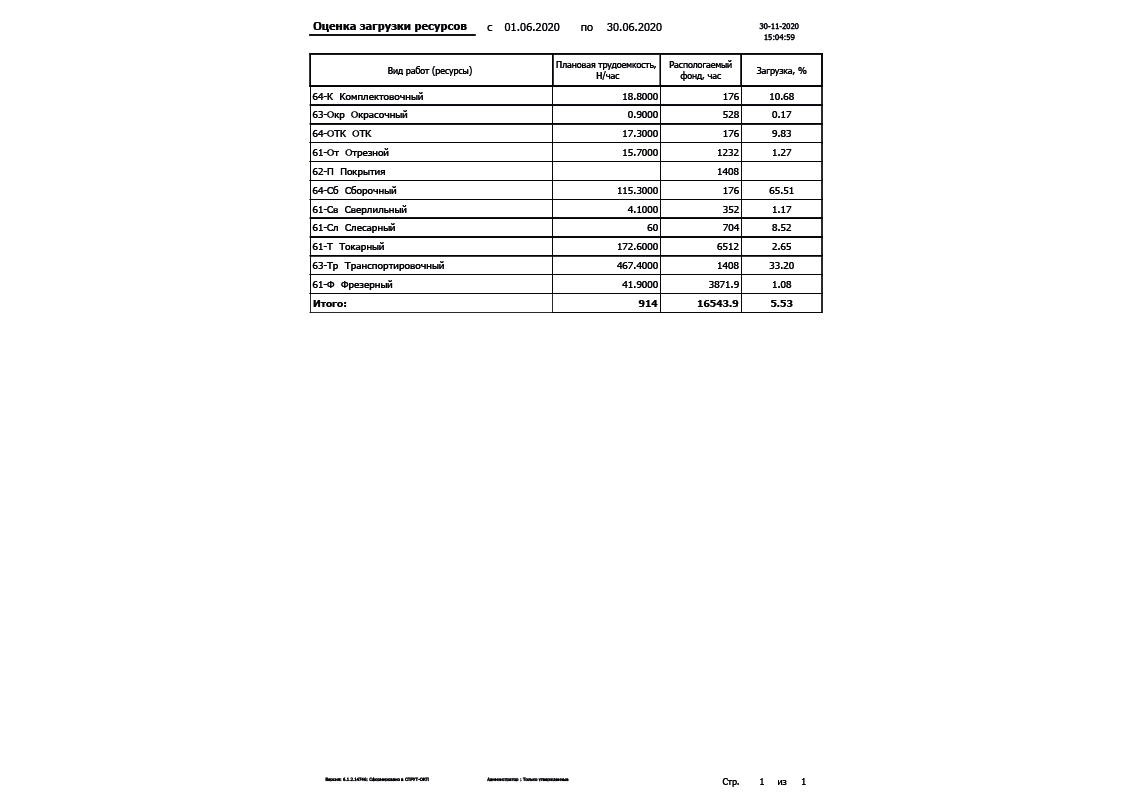
Выявление "узких мест" на предприятии
Решаемая задача:
Как выявить «узкие места», препятствующие сокращению производственного цикла заказов?
Обеспечение выполнения задачи:
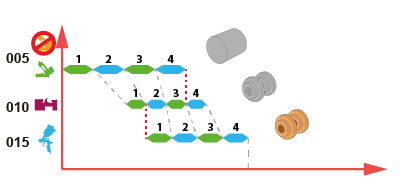
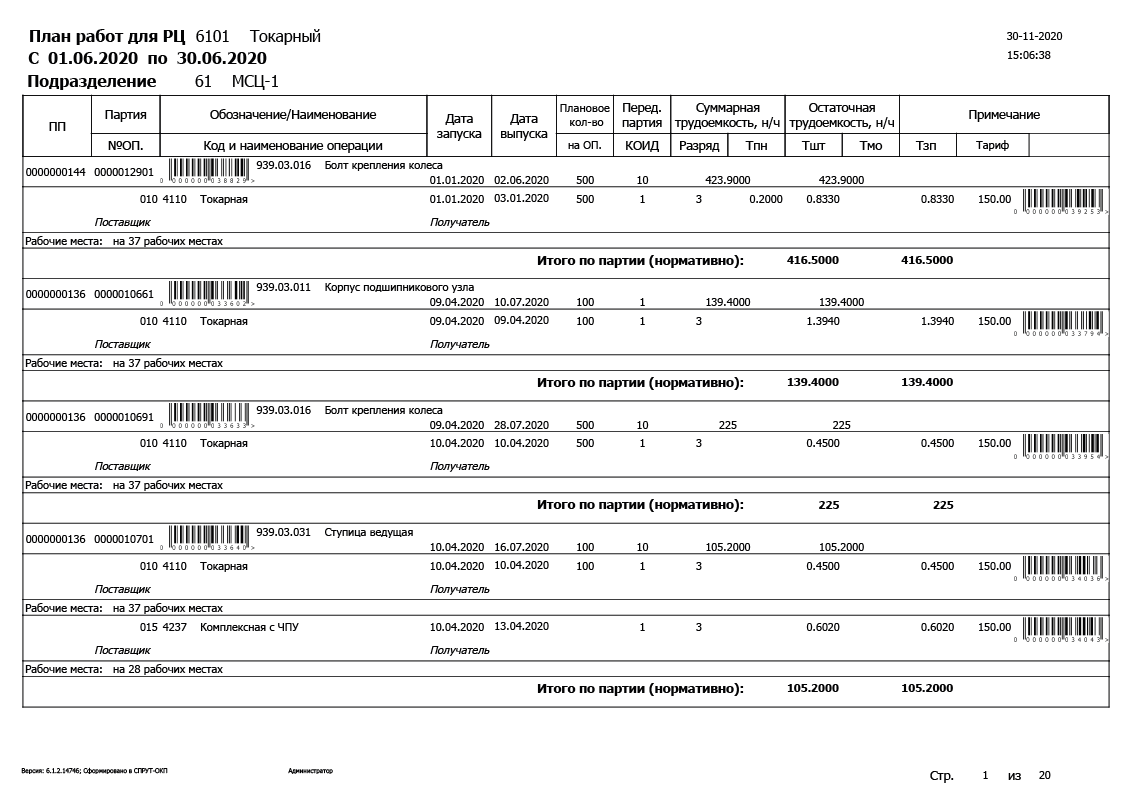
Анализ загрузки рабочих мест и выявление «узких мест» с максимальной очередью работ.
Оперативное изменение фонда времени рабочих центров (сменность, длительность смены, количество рабочих мест, работа в выходные дни).
Автоматический пересчет плана при изменении фонда времени.
Согласование планов цехов и кооперации
Решаемая задача:
Как согласовать работу цехов при выполнении производственной программы?
Как выполнить планировать «внешней кооперации» для обеспечения выполнения заказов в срок?
Обеспечение выполнения задачи:
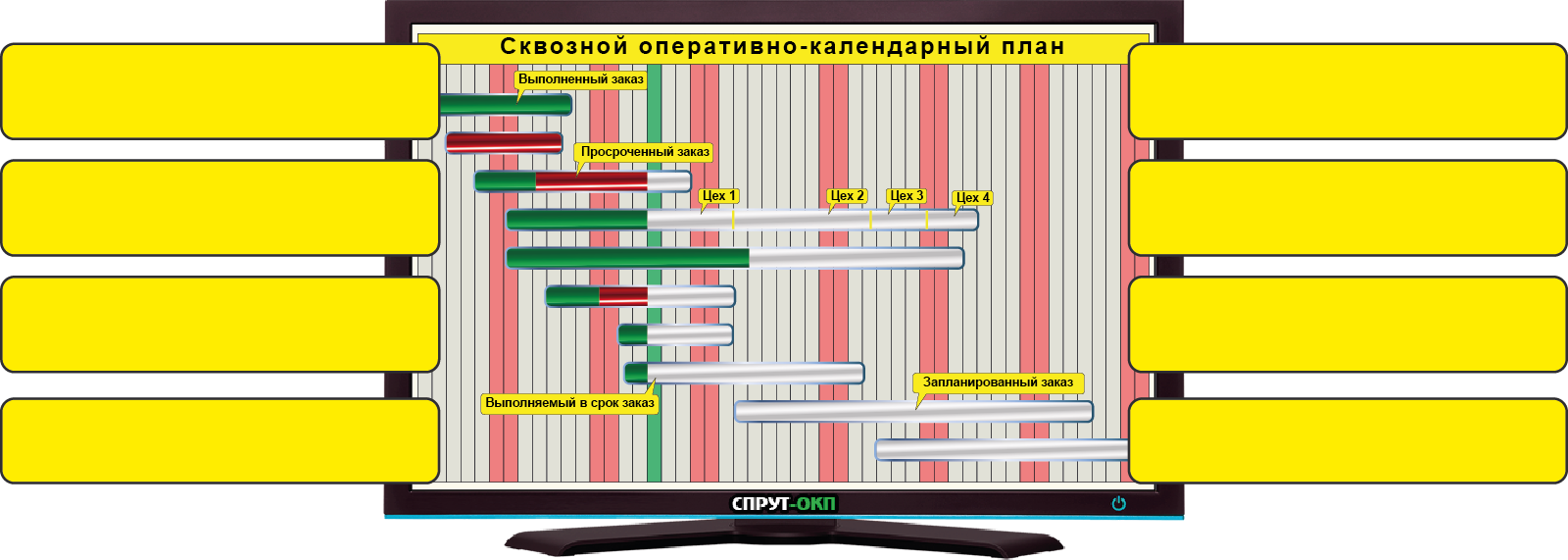
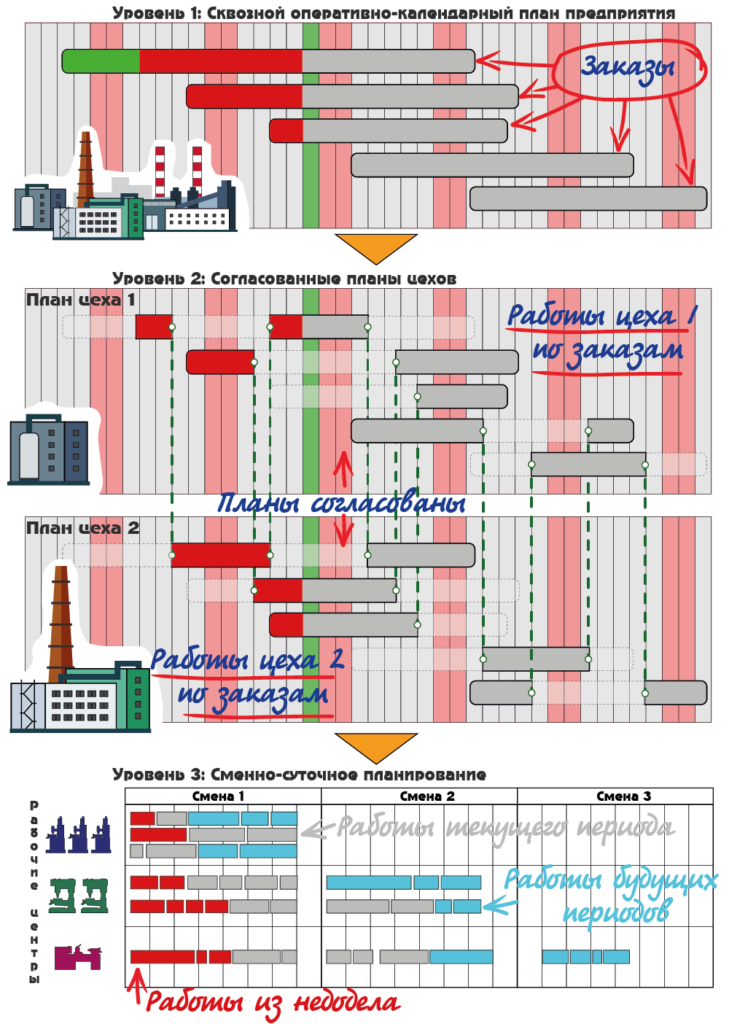
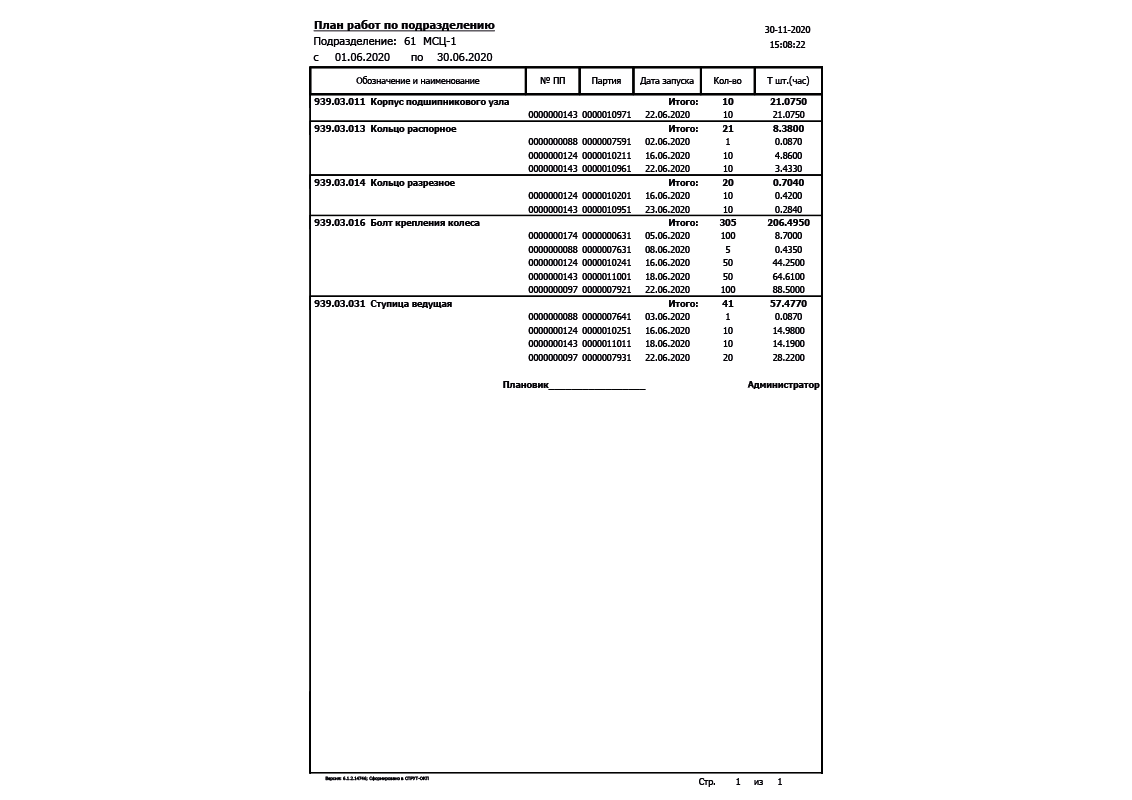
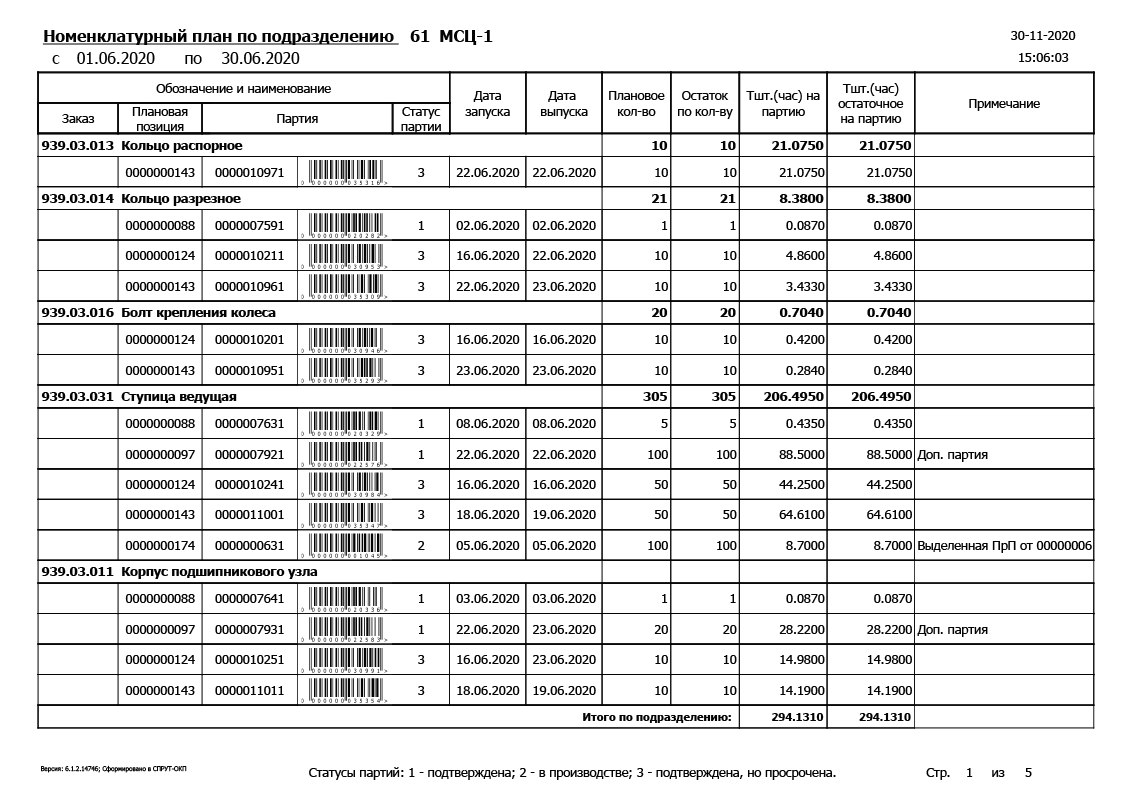
Формирования сквозного оперативно-календарного плана по всем рабочим местам предприятия.
Согласование планов смежных цехов.
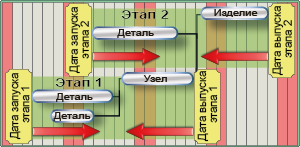
Планирование сроков выполнения операций «по кооперации» согласно технологическим цепочкам
Автоматический пересчет планов всех цехов при изменении сроков выполнения заказов.
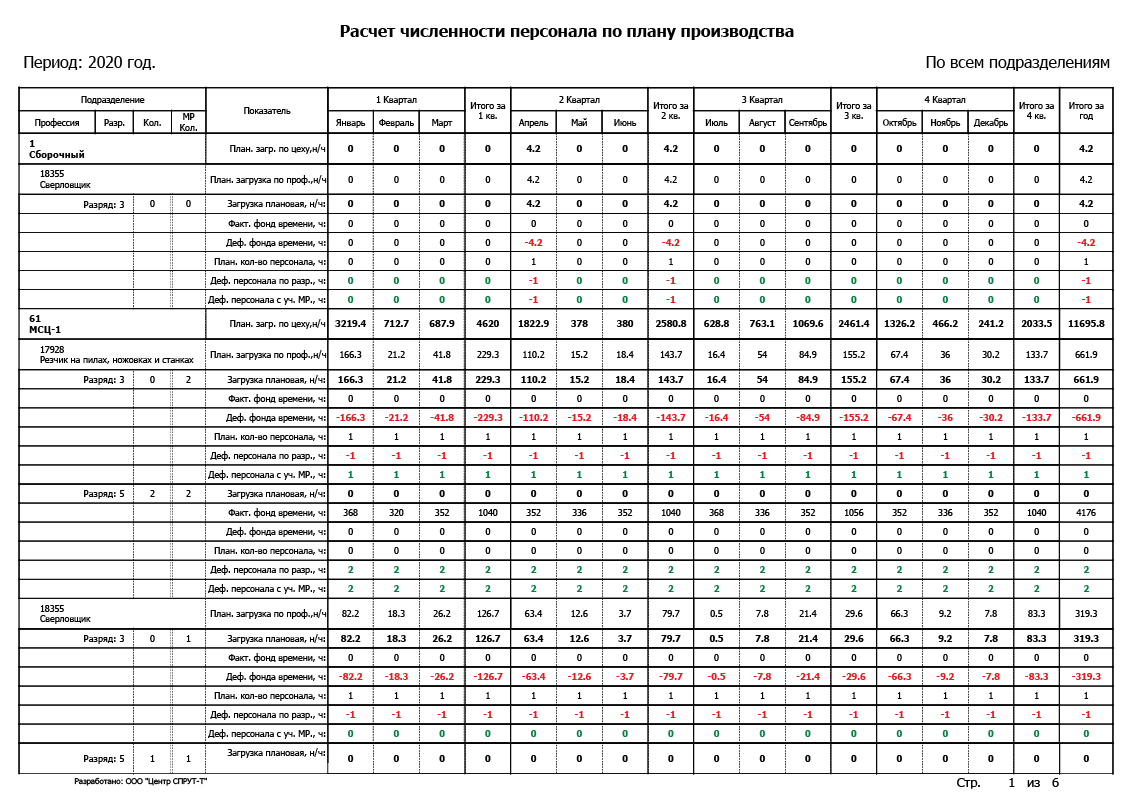
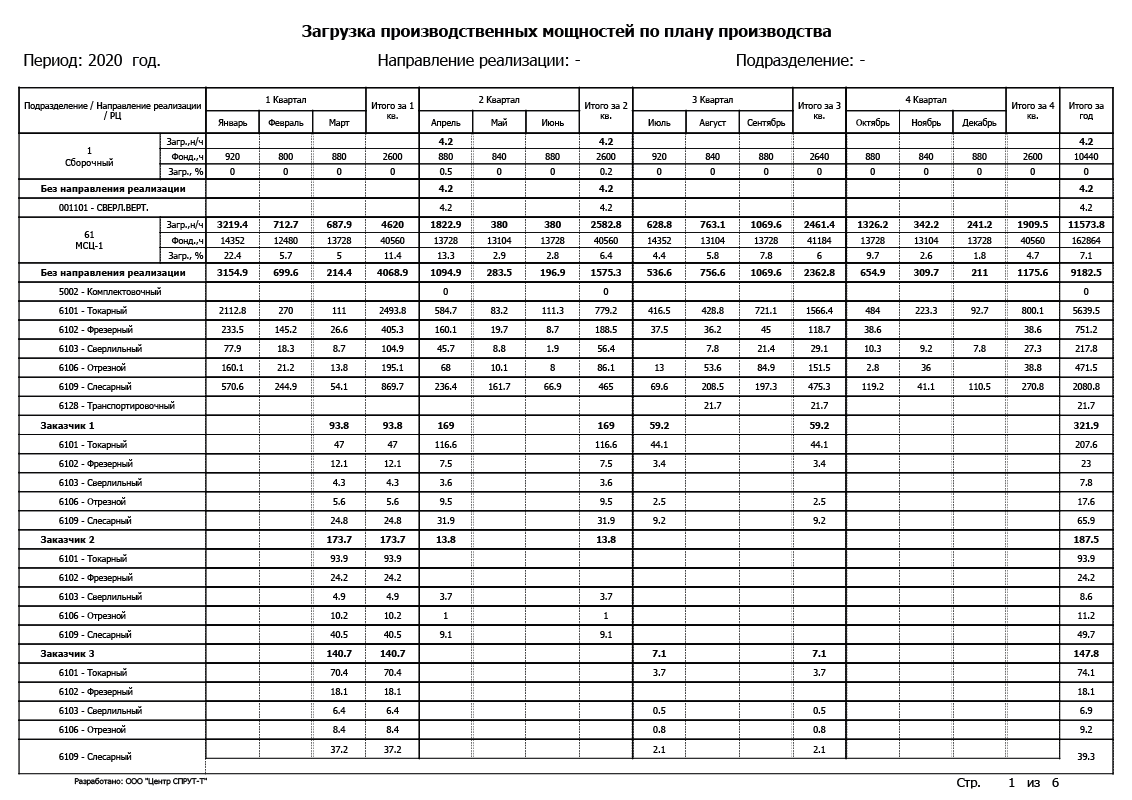
Прогноз требуемых ресурсов при увеличении объемов производства
Решаемая задача:
Какие производственные мощности требуются для увеличения объемов производства?
Обеспечение выполнения задачи:
Моделирование плана производства с ростом объема выпуска готовой продукции.
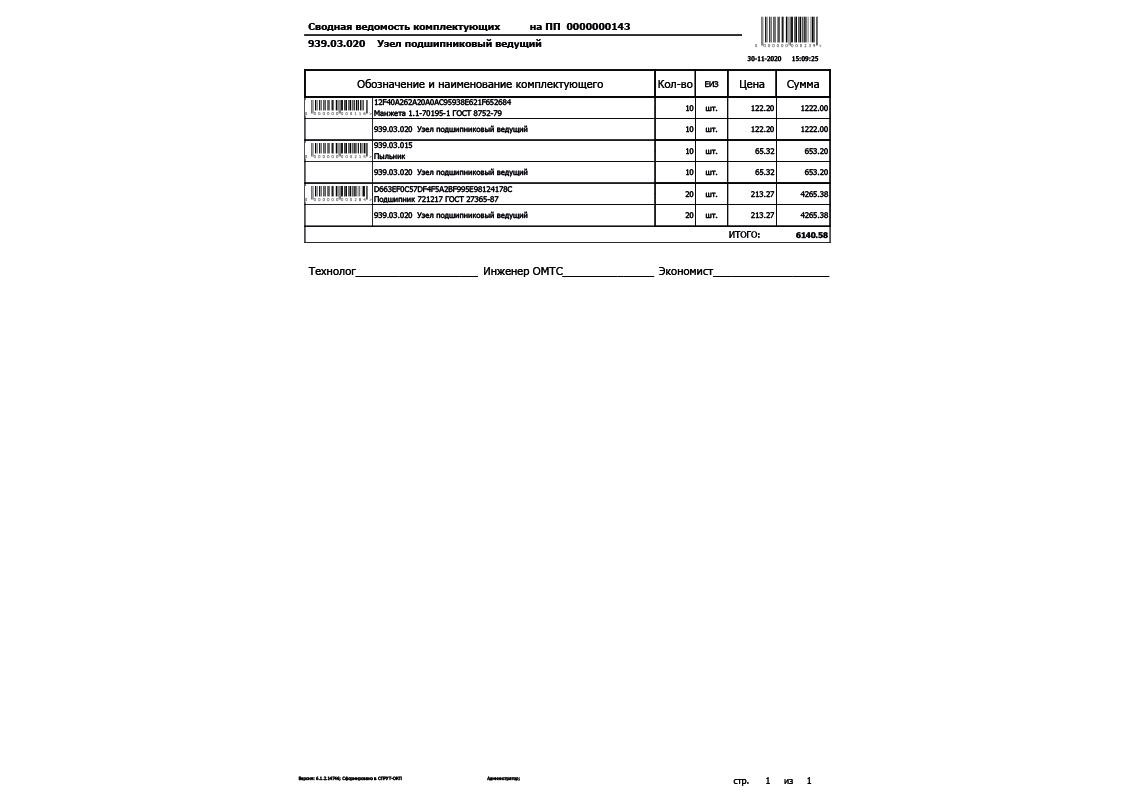
Анализ плановой потребности в ресурсах: оборудование, персонал, инструмент, материалы и комплектующие.
Определение «узких мест» и выработка мероприятий по их «расшивке».
Моделирование производства с учетом выработанных мероприятий.
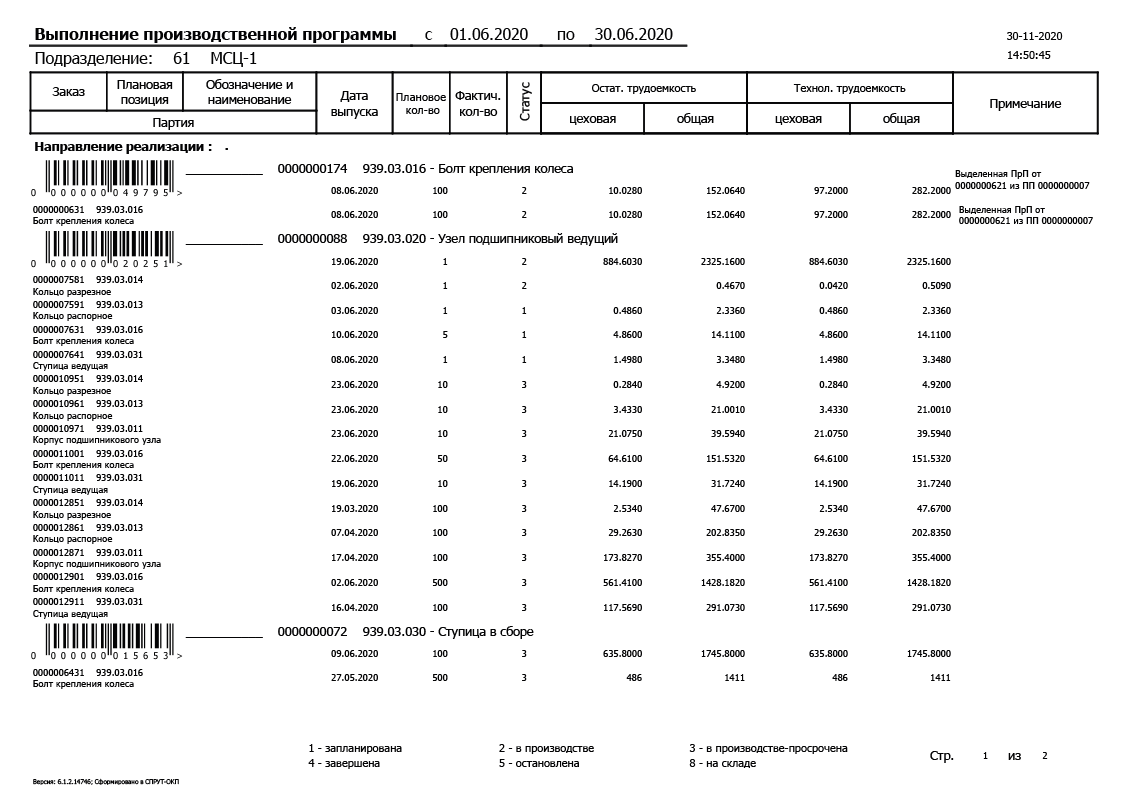
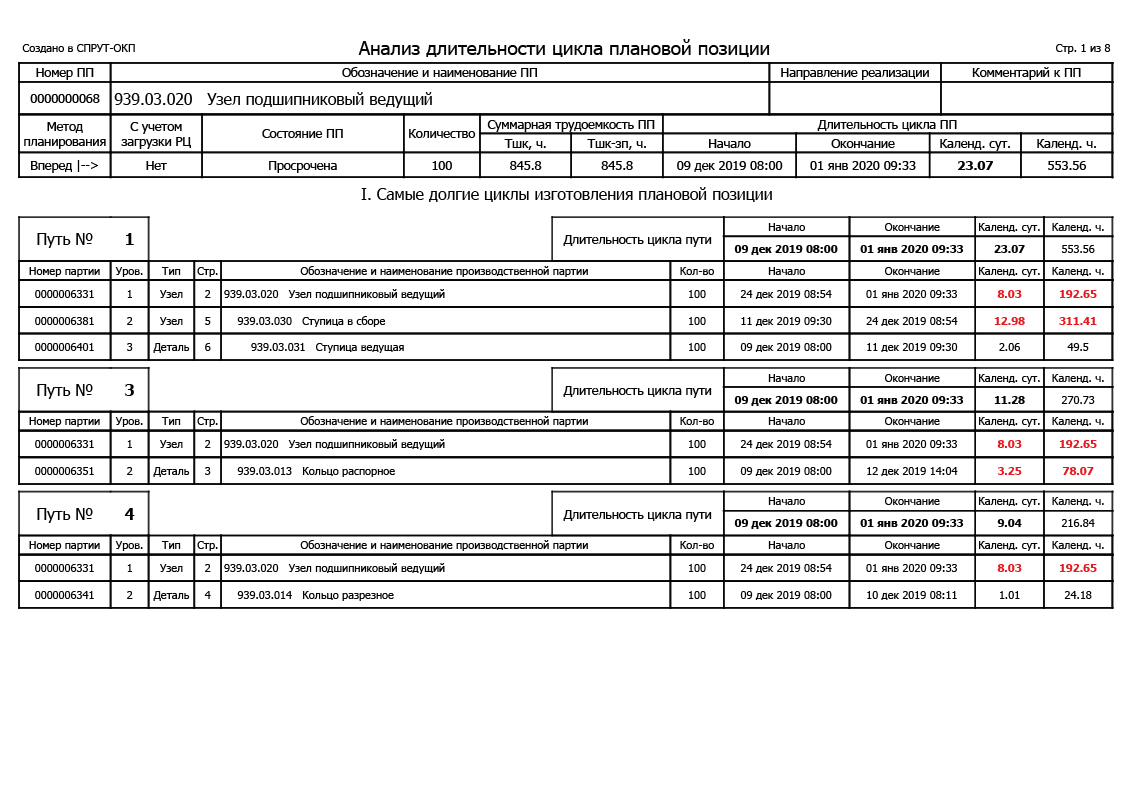
Анализ актуальности технологических процессов
Решаемая задача:
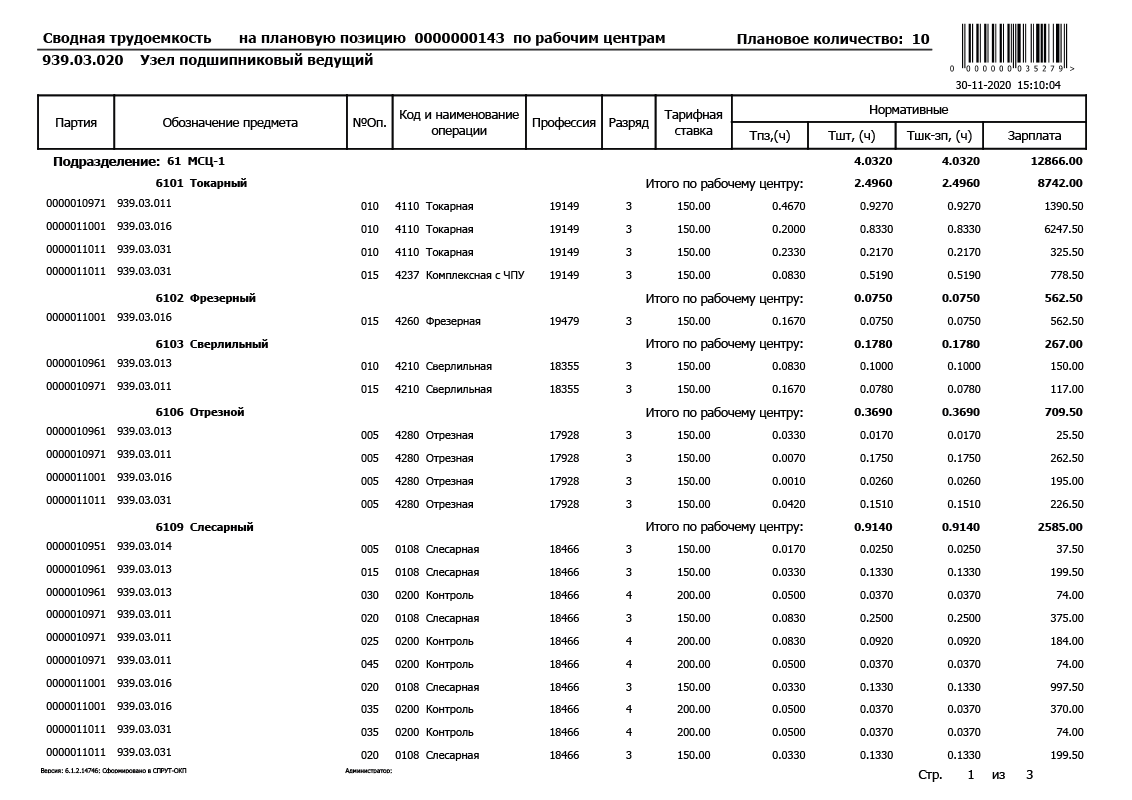
Насколько реальная трудоемкость выполнения операций соответствует рассчитанным трудовым нормативам из ТП?
Обеспечение выполнения задачи:
Моделирование плана по текущим нормам времени.
Сопоставление рассчитанных плановых сроков заказов с реальными сроками выполнения.
Выявление технологических и производственных цепочек с увеличенной длительностью и причин их появления.
Выявление скрытых резервов производства
Решаемая задача:
Можно ли увеличить количество заказов на текущих ресурсах производства?
Обеспечение выполнения задачи:
Моделирование плана на год с увеличенным количеством предполагаемых заказов.
Анализ плана по длительностям, очередям, «узким местам» и недозагрузкам оборудования.