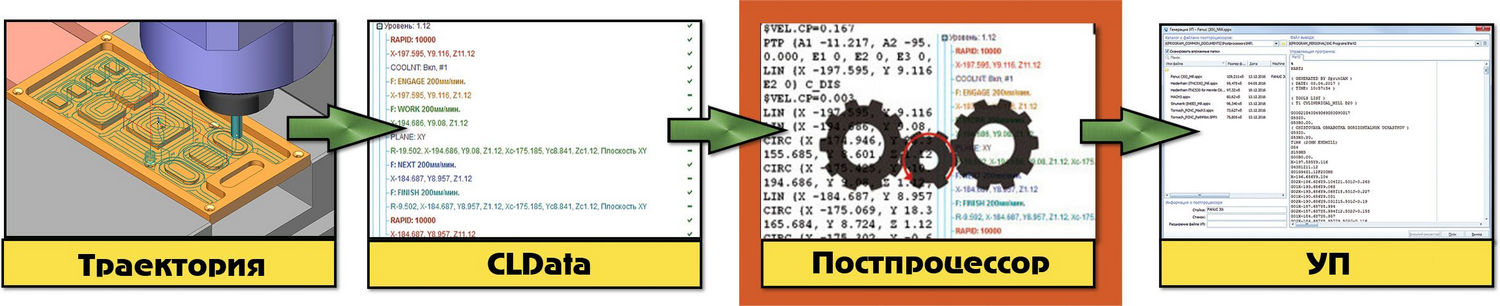
Постпроцессор в SprutCAM СПРУТКАМ
это программа, переводящая траекторию CLData в текст управляющей программы
(УП) конкретной системы ЧПУ.
CLData (Cutter location data) это универсальная запись траектории перемещения режущего инструмента, органов станка и технологические команды (переключение подач, включение/выключение шпинделя, охлаждения и т.п.).
Управляющая программа(УП) это cовокупность команд на языке программирования, соответствующая заданному алгоритму функционирования станка для обработки конкретной заготовки (ГОСТ 20523-80)
Место постпроцессора в цикле разработки управляющих программ
Постпроцессор это важная часть цикла разработки и внедрения УП и должен учитывать много факторов, влияющих на содержание УП.
Каждая система ЧПУ и ее исполнение имеет свой формат записи УП.
Исполнения серии Fanuc 0i
Fanuc 0i-MD
Fanuc 0i-TD
Fanuc 0i-PD
Fanuc 0i-Mate-MD
Fanuc 0i-Mate-TD
Fanuc 0i-MF
Fanuc 0i-TF
Fanuc 0i-PF
Исполнения серии Sinumerik 840D
Sinumerik 840D
Sinumerik 840DE
Sinumerik 840D powerline
Sinumerik 840DE powerline
Sinumerik 840Di
Sinumerik 840DiE
Sinumerik 840Dsl
2. Разнообразие кинематических схем и ограничений
Программирование одинаковых систем ЧПУ на разных станках различно, так как требует учета особенностей конкретного станка — зоны обработки, пределов перемещения рабочих органов, направления движения рабочих органов, наличие дополнительного оборудования (например, поворотного стола или устройства автоматической подачи прутка).
3. Характер и традиции конкретного предприятия
Серийность определяет поведение станка между переходами. Для единичного и опытного производства необходимо регулярно останавливать обработку и отводить инструмент для промежуточного контроля. Для серийного производства ситуация обратная – лишних движений быть не должно, дорога каждая секунда
Традиции цеха или подразделения определяют, какими будут заголовок УП, комментарии к операциям, конец программы. В них может содержаться информация о параметрах инструмента и времени обработки. Во многих случаях важно, чтобы однотипная обработка оформлялась циклами и подпрограммами. Это облегчает корректировки программы на стойке.
Для наиболее ответственных производств может потребоваться «личное клеймо»: вывод фамилии программиста в шапке УП.
Генератор постпроцессоров SprutCAM СПРУТКАМ INP
Среда разработки, адаптации и отладки постпроцессоров
Разработка, отладка и адаптация постпроцессоров происходит в едином окне с возможностью покадрового выполнения команд.
Генератор постпроцессоров позволяет:
Настроиться на любую серию и модификацию системы ЧПУ
Учесть кинематическую схему и ограничения станка
Адаптировать формат УП под требования конкретного предприятия
Типы постпроцессоров в SprutCAM СПРУТКАМ
В SprutCAM СПРУТКАМ реализованы табличные и языковые постпроцессоры
Табличные постпроцессоры
Табличный постпроцессор основан на использовании шаблонов
Шаблоны позволяют просто и быстро создать постпроцессор
Сфера применения табличных постпроцессоров – получение управляющих программ с несложной структурой и форматом кадра (электроэрозионные станки AgieCharmilles ROBOFIL, 3х осевые фрезерные станки – Mitsui Seiki 7CN Fanuc 6M, токарные ZX)
Языковые постпроцессоры
Языковой постпроцессор основан на трансляции команд CLData в текст УП с помощью программ-обработчиков, написанных на внутреннем языке программирования Sprut (cкачать документацию)
Доступно использование глобальных и локальных переменных, массивов
Доступны стандартные математические функции и функции работы со строками
Используются условные операторы IF…ELSE, CASE; операторы циклов FOR, WHILE, REPEAT
Возможно использование подпрограмм и процедур
Использование языкового постпроцессора позволяет более гибко настраивать формирование УП