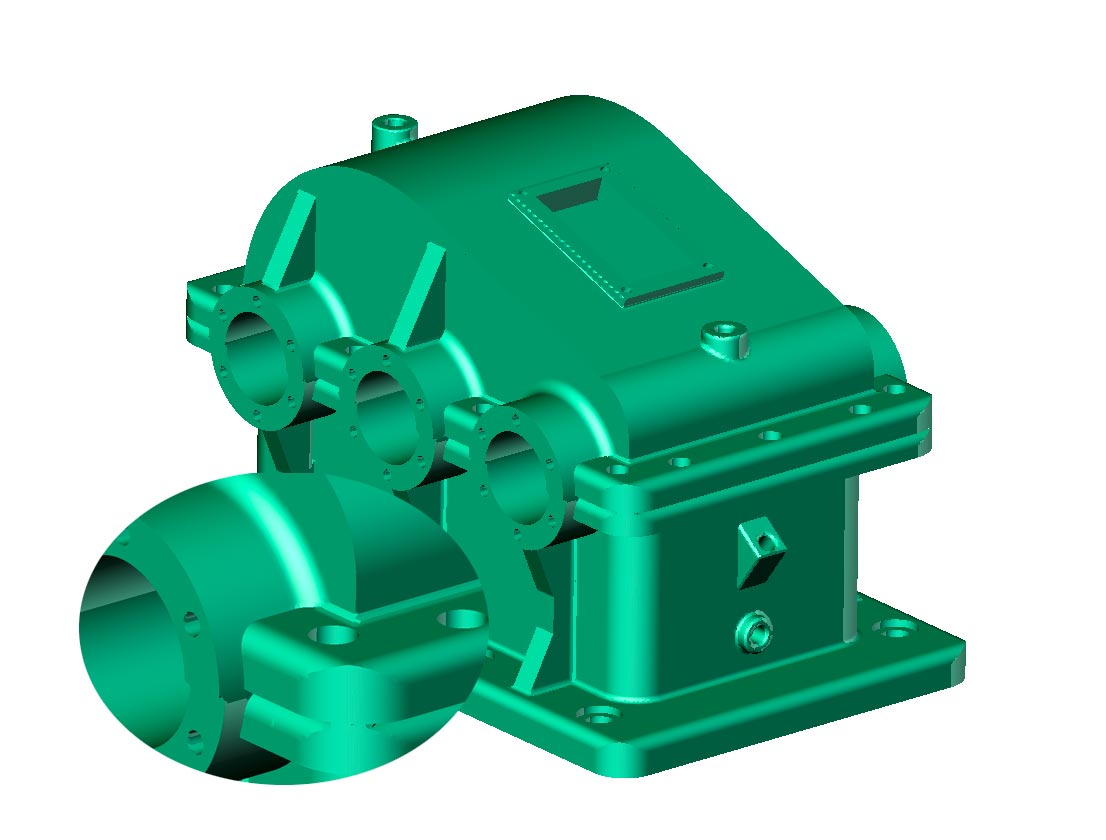
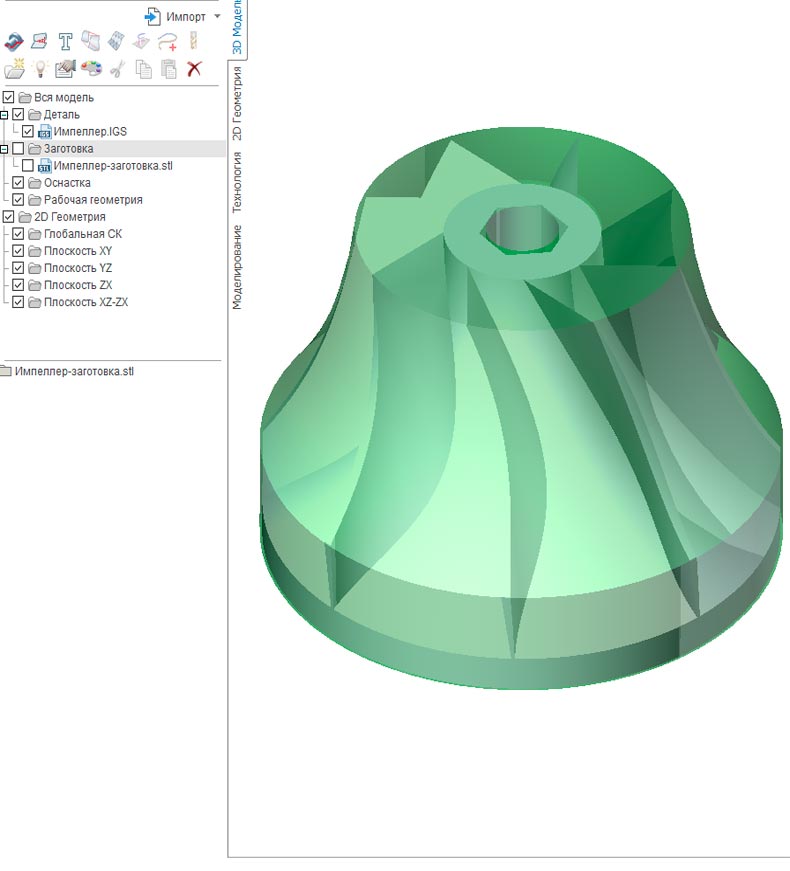
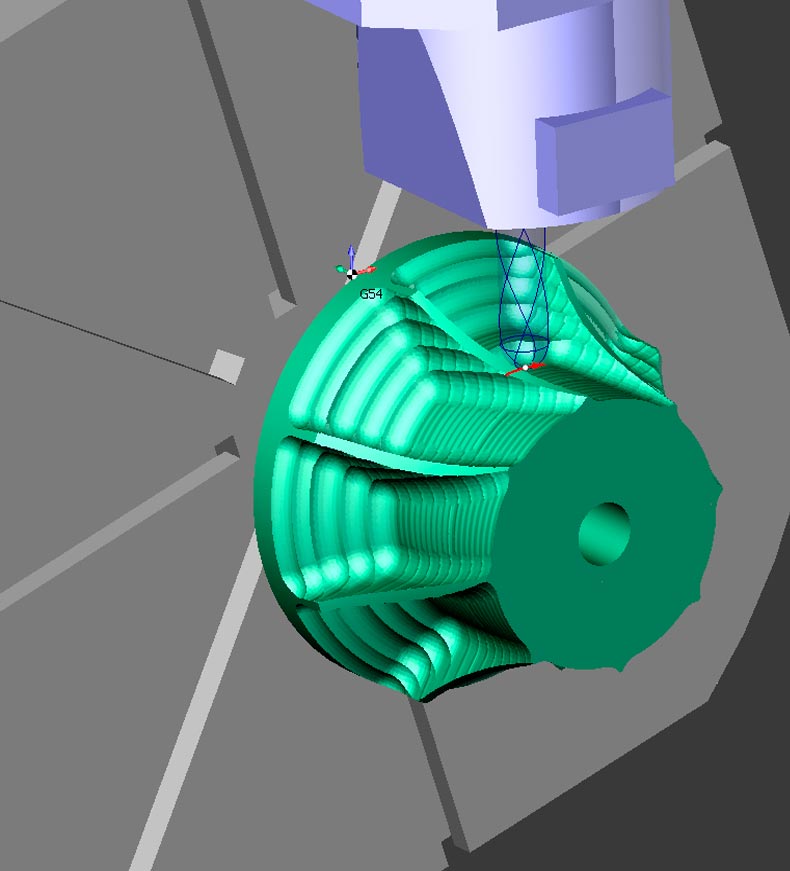
Автоматическое отслеживание заготовки
В SprutCAM СПРУТКАМ результат моделирования предыдущей операции является исходной заготовкой для следующей. Система автоматически
учитывает остаточный материал — проходы рассчитываются только по тем участкам, где припуск больше допустимого. В
результате снижается время обработки за счет минимизации холостых ходов.
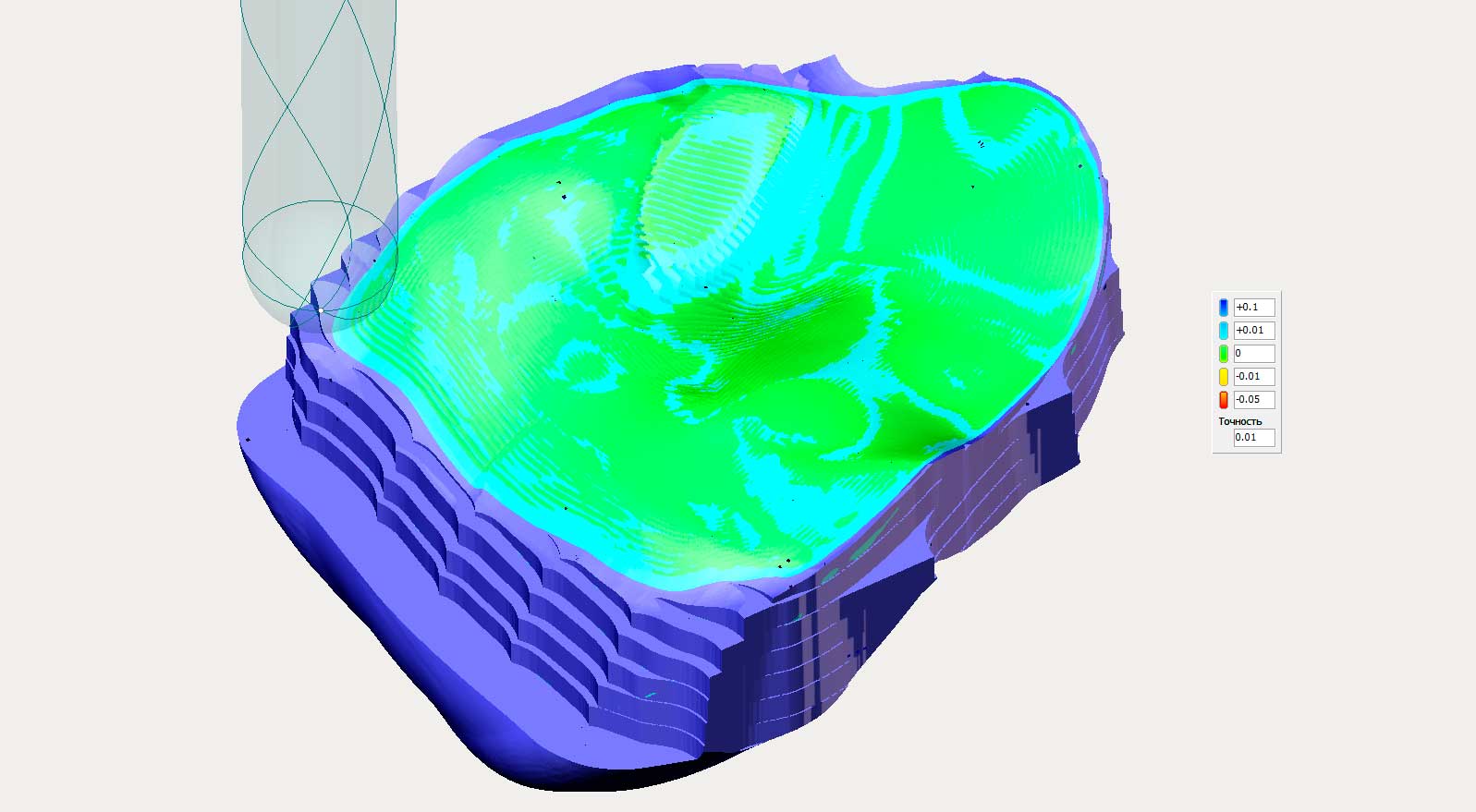
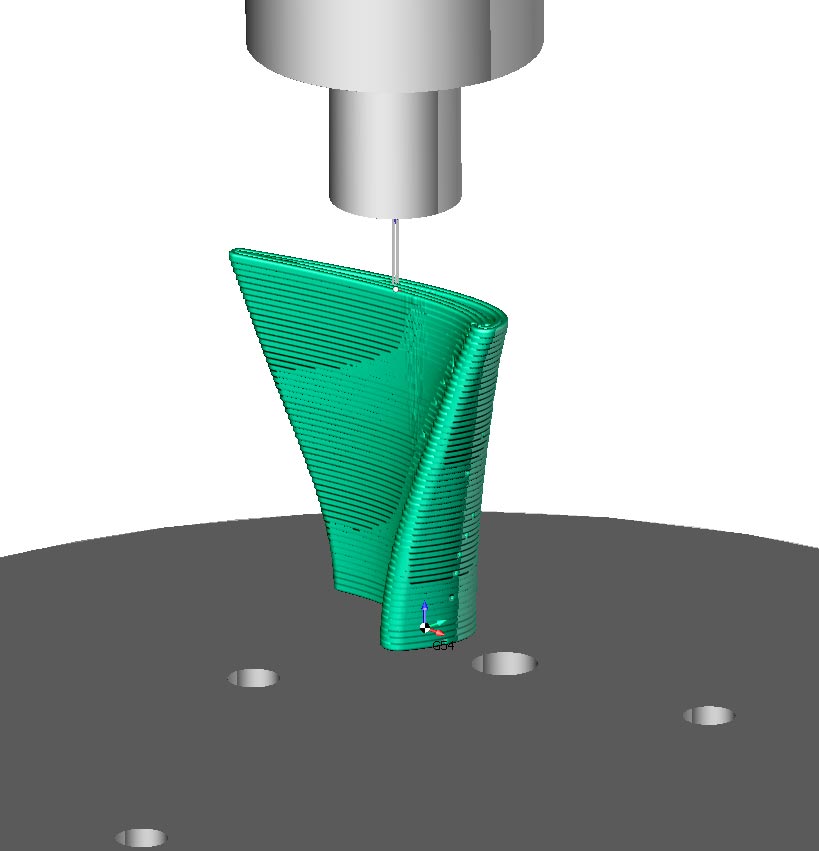
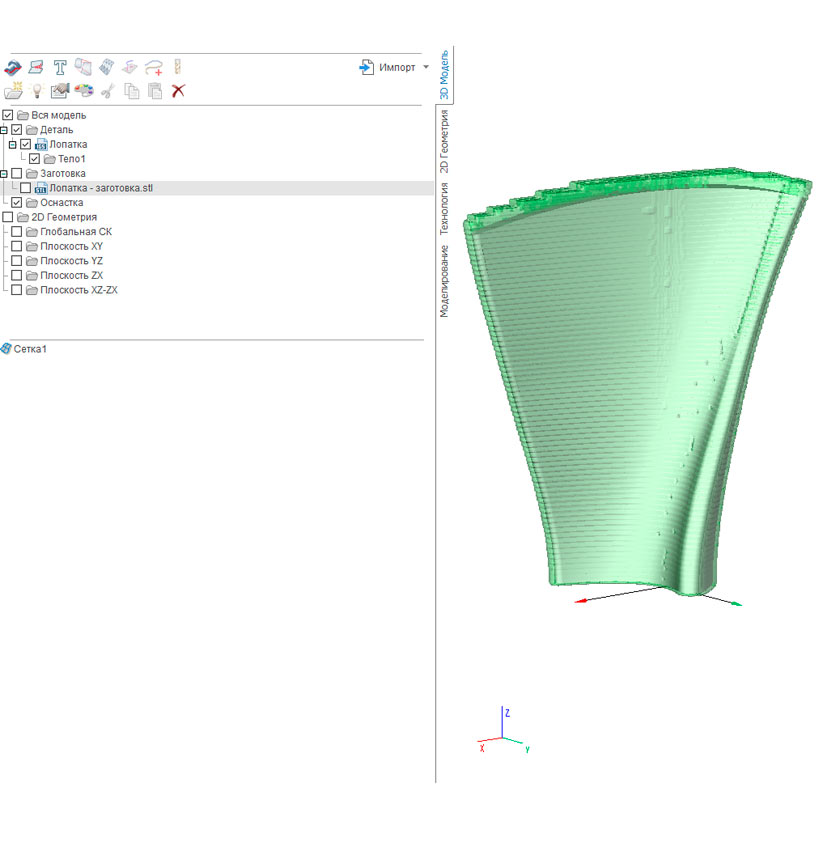
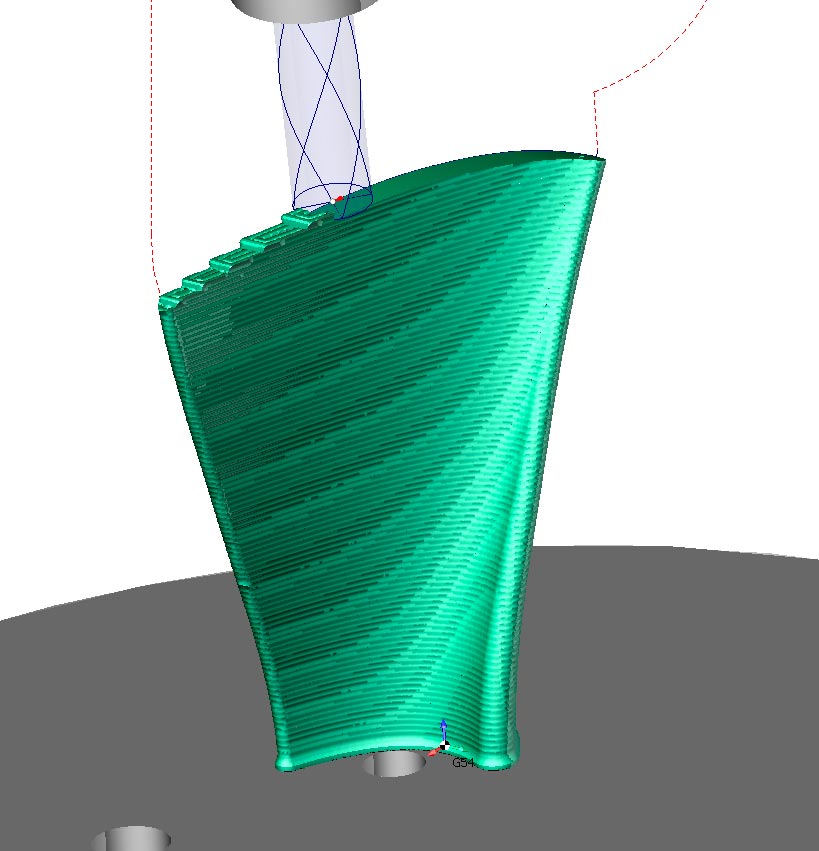
Анализ модели
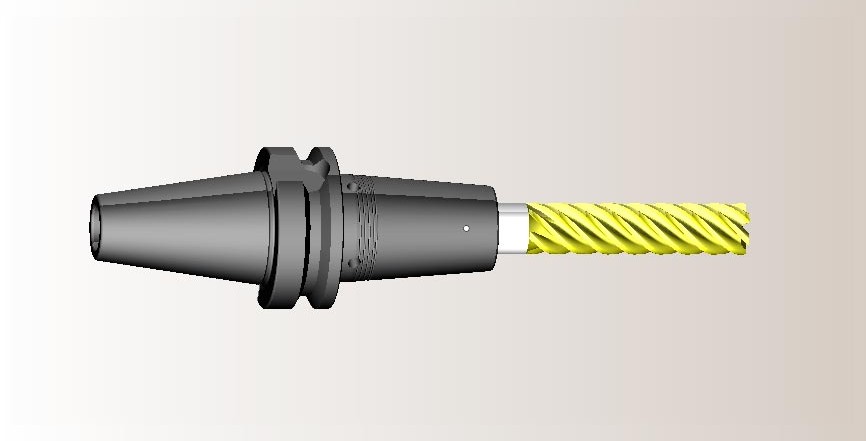
SprutCAM СПРУТКАМ позволяет сравнить результат обработки с исходной 3D-моделью детали и увидеть участки, которые требуют
доработки. Результаты сравнения отображаются в виде цветовой палитры. Например, салатовый цвет поверхности показывает
остаточный припуск от 0.1 до 1 мм, а желтый — зарез от 0.1 до 0.5 мм. Диапазоны изменения цветов могут быть настроены
исходя из требуемой точности обработки.
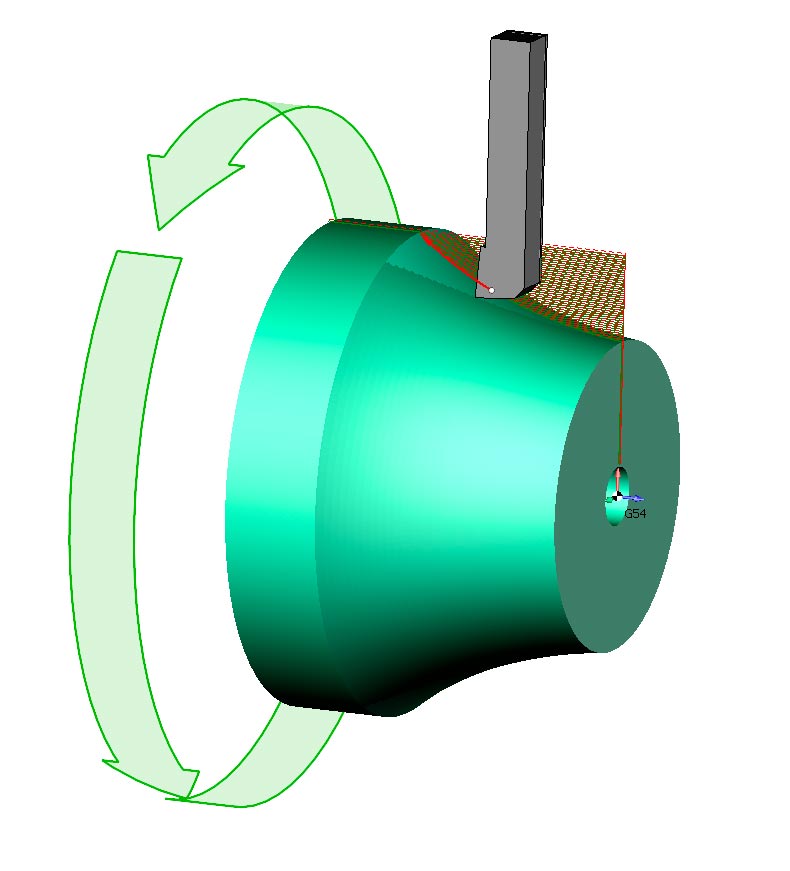
С помощью этой функции можно оценить, какие элементы модели (карманы, отверстия, стенки и т.д.) остались
необработанными. Кроме того, при обработке фасонных поверхностей можно увидеть, способна ли текущая фреза зайти во все
углубления модели. Если сравнение показывает, что в выемках остался припуск больше допустимого — необходима доработка
инструментом меньшего диаметра.