«СПРУТ-ТП-Нормирование» 10 версия 2022 года – это:
— Новая функция «Управление разработкой заказа» – визуализированный поэтапный процесс разработки документации, линейка этапов, флаги выполнения работ по этапам.
— Новые отчеты в модуле «Аналитика» и двухуровневые диаграммы.
— Новый выбор материала – возможность задать основной материал тринадцатью способами.
— Комплекты документов – массовое оформление документов комплекта и заполнение ВТД на выбранный комплект, кодирование документов и комплектов.
— Импорт данных из других систем по расписанию.
— Трудовое нормирование: + 7 автоматизированных общемашиностроительных справочников норм времени. Всего в системе теперь 78 модулей нормирования времени или 11700 автоматизированных страниц справочников по нормированию.
10 версия «СПРУТ-ТП-Нормирование» включает в себя новые функции и сервис паки (SP1-SP2) версии 9, выходившие в течение 2021 г.
Пользователи, работающие в версии 9, при обновлении получают набор сервис паков и новые функции версии 10. Пользователи, работающие с последним сервис паком (SP2) версии 9, получат набор новых функций версии 10.
До версии 10 можно обновиться также с версии 8 и с более ранних версий.
Разработан новый модуль «Управление разработкой заказа/сборочной единицей». Основная задача модуля – организовать процесс разработки технологических процессов на заказ/сборочную единиц, т.е. пройти путь от состава заказа (конструкторской спецификации) до выдачи задания на разработку ТП и отслеживание состояния разработки ТП. Этот процесс состоит из этапов:
- «Разузлование»
- «Применение ТП»
- «Выбор материала»
- «Создание ТП»
- «Назначение ТП».

После выполнения этапа на линейке процесса появляется отметка о его выполнении.
Запуск экрана управления происходит при открытии объекта «Заказ» либо кнопки «Управление разработкой…» на закладке «Ведомость применяемости» в Сборочной единице.
В окне каждого этапа представлен свой сервис – функция автоматизации проектирования этапа. При заполнении всех необходимых полей проставляется отметка о выполнении этапа.
Входными данными для начала работы является заказ или конструкторская спецификация изделия.
При выполнении всех этапов будут получены объекты технологических процессов на ДСЕ, выданы задания на разработку ТП и возможность отслеживать разработку ТП.
Модуль «Управление разработкой заказа/сборочной единицей» предназначен для:
- Руководителей отделов/бюро – для управления процессом технологической разработки заказов;
- Технологов-экспертов – для задания маршрутов/расцеховок, заготовок;
- Технологов по материальному нормированию.
2.1. Этап «Разузлование»
На данном этапе происходит раскрытие всех конструкторских спецификаций (КС) в плоский список. Раскрытие всех КС происходит автоматически (кнопка «Разузловать»).
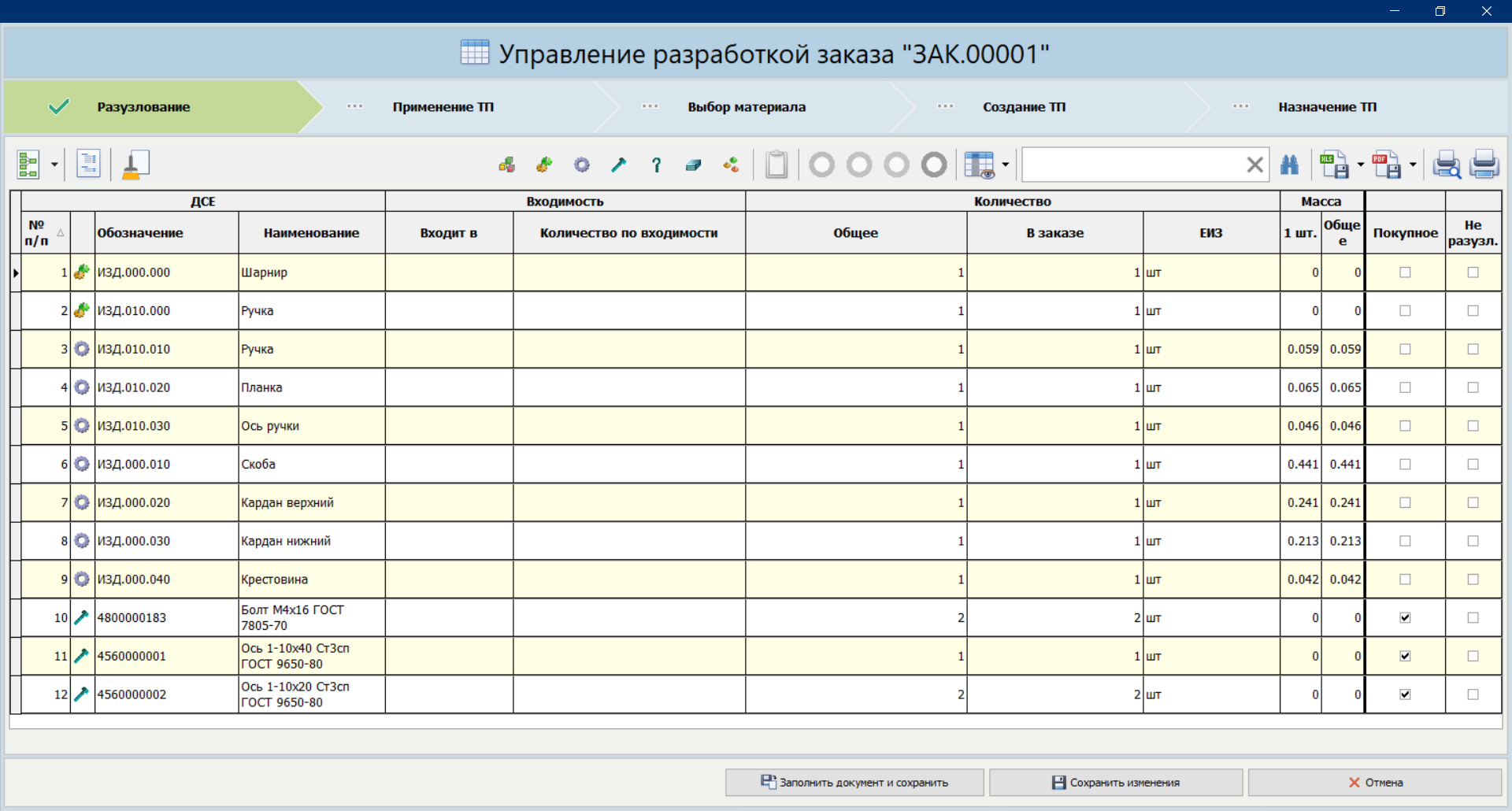
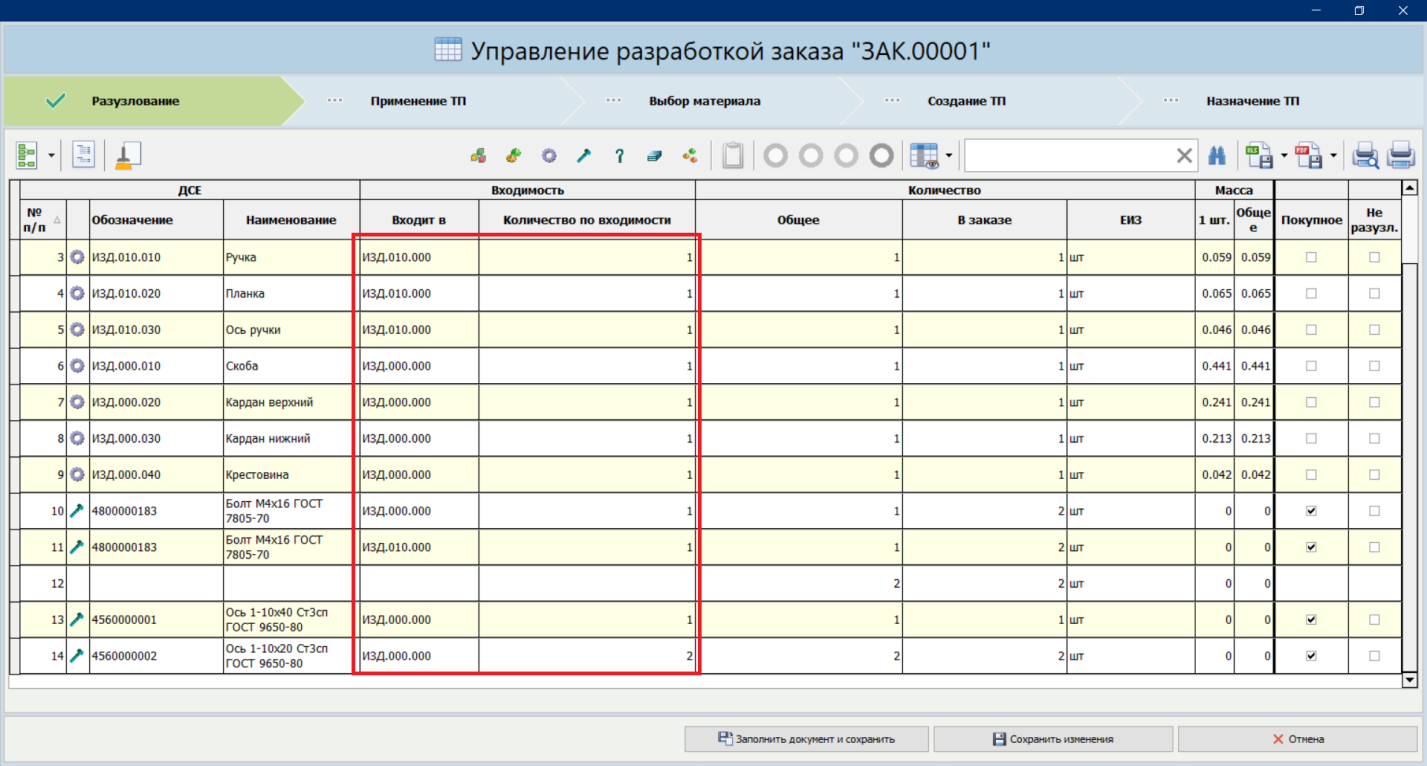
Показывается входимость ДСЕ в разузлованном списке (кнопка «Показать входимости ДСЕ»).

На этом этапе отмечаются покупные ДСЕ (выставление флага «Покупное»).
На покупные ДСЕ не разрабатываются ТП и далее они не отображаются на последующих этапах разработки.
2.2. Этап «Применение ТП»
Основная задача этапа – найти и применить ранее разработанные ТП. Применение ТП происходит по обозначению ДСЕ.
Применение происходит автоматически (кнопка «Применить существующие ТП для всех ДСЕ»).

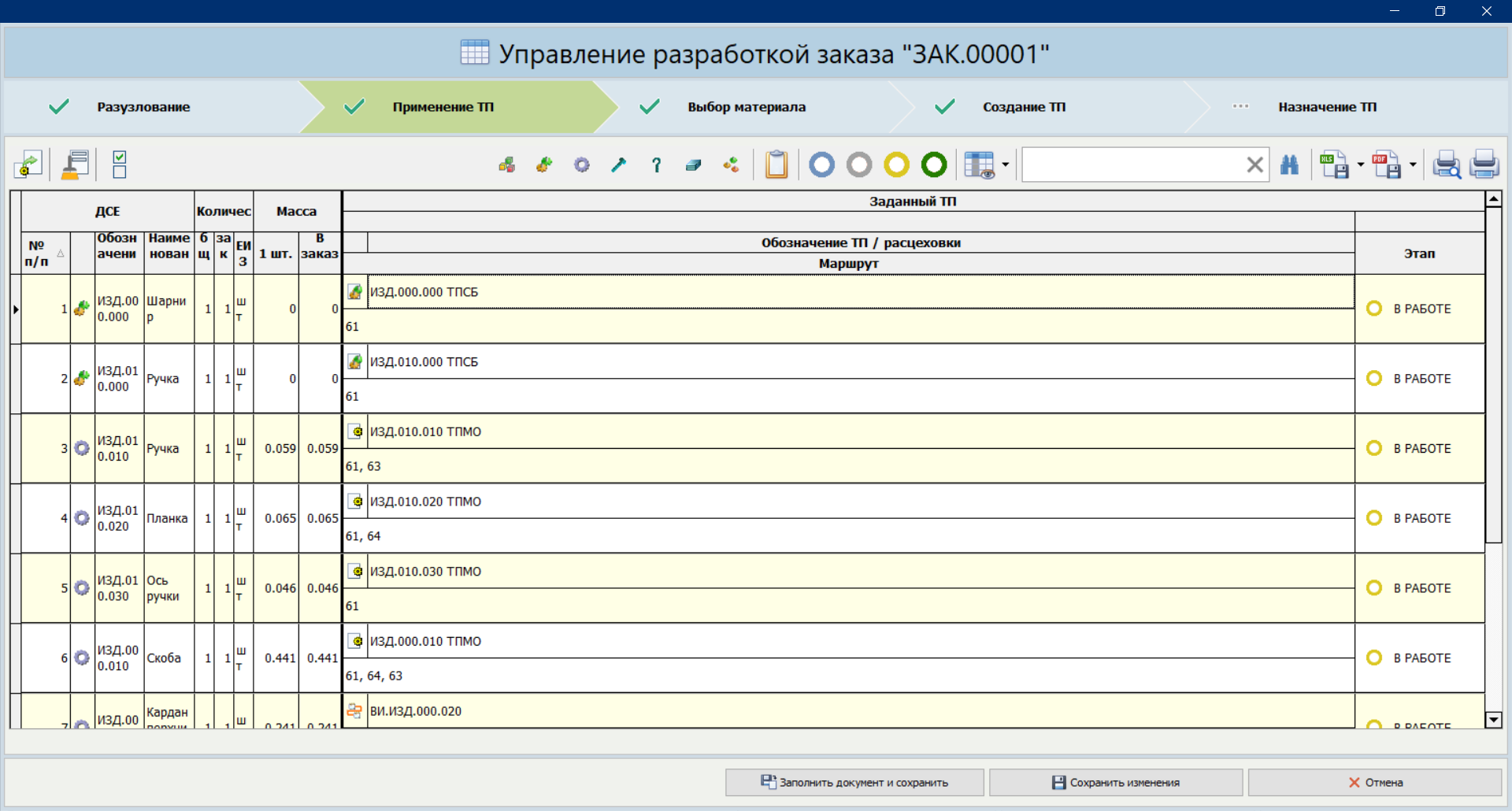
В случае, если на ДСЕ разработаны несколько ТП/расцеховок (например, для разных заказов), будет предложен выбор.
2.3. Этап «Выбор материала»
На данном этапе выбирается основной материал и проводится материальное нормирование для деталей еще до создания ТП. Этап не обязателен для выполнения.
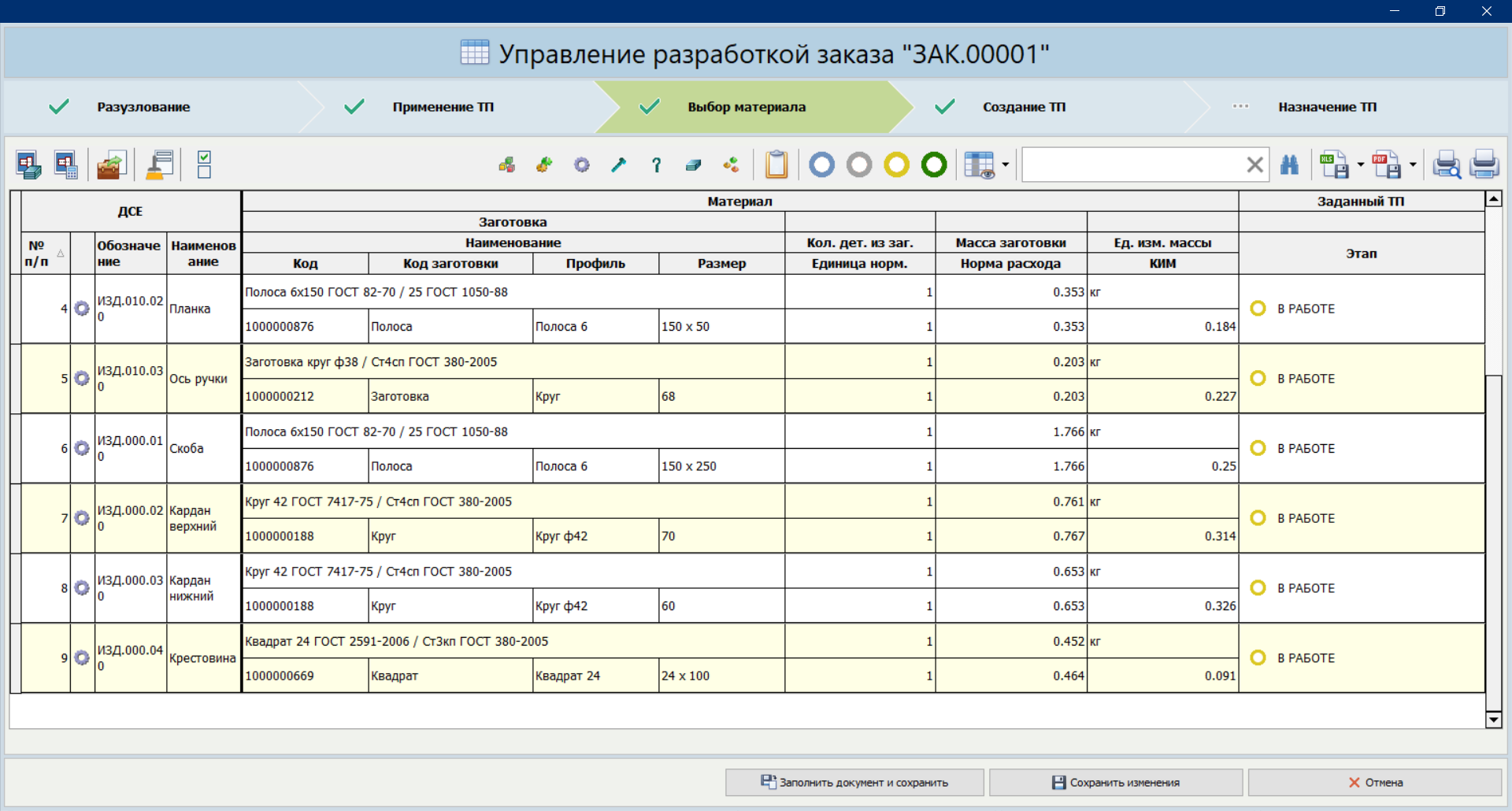
Если у детали есть примененные технологические процессы или расцеховки, материалы будут скопированы. Выбор материалов и материальное нормирование осуществляется аналогично, как и при проектировании ТП. Подробнее новых функциях см. п. «Выбор основного материала».

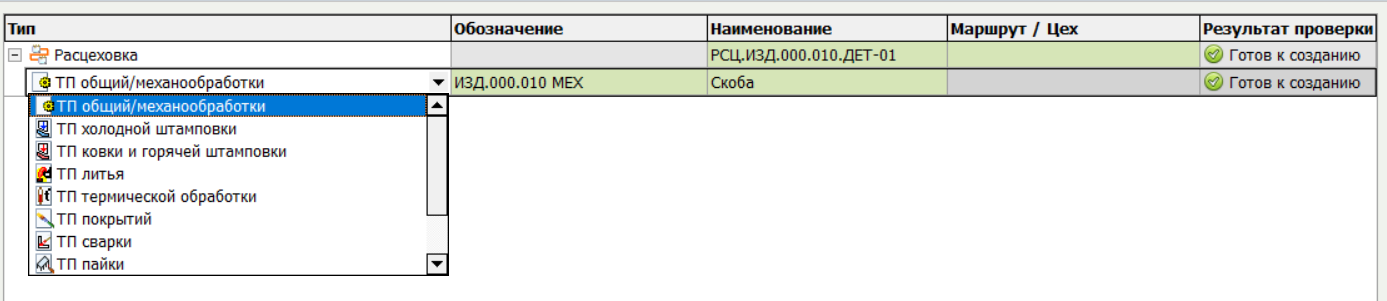
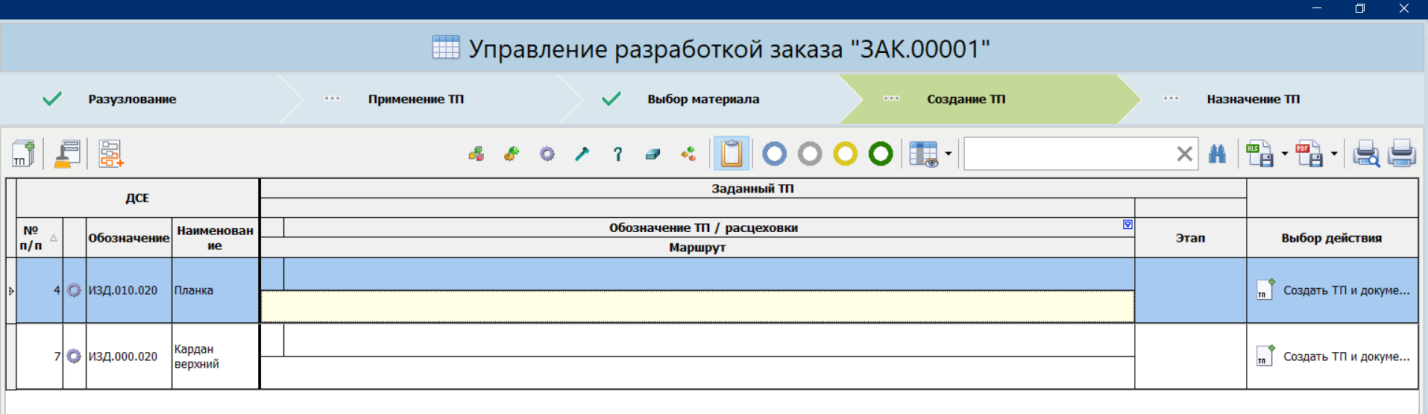
2.4. Этап «Создание ТП»
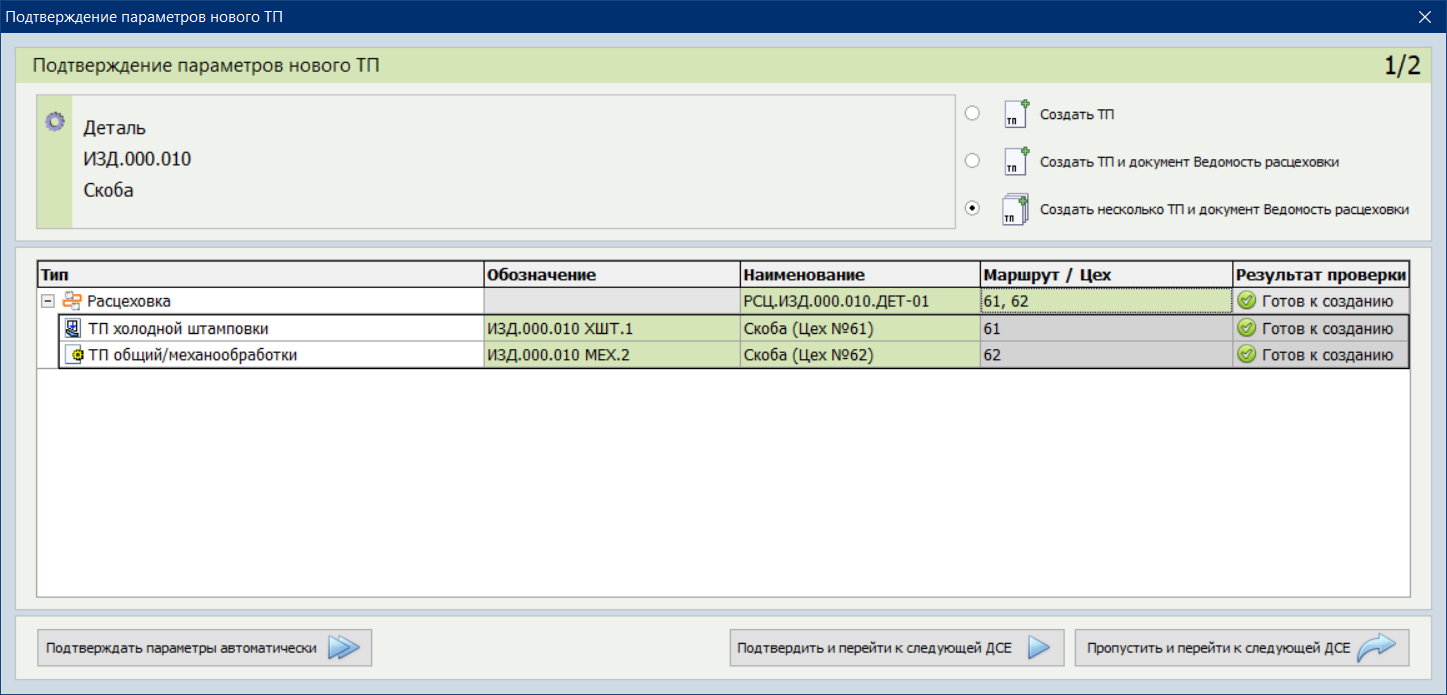
Задача этапа «Создание ТП» – создать объекты технологических процессов и расцеховок на ДСЕ, которые их не имеют.
Создание объектов ТП и расцеховок происходит в автоматизированном режиме (кнопка «Создать ТП»).

Помогает в создании ТП Мастер создания технологических процессов.
Создаются следующие объекты на ДСЕ:
- единичный ТП;
- единичный ТП и Ведомость расцеховки;
- цеховые ТП и Ведомость расцеховки.
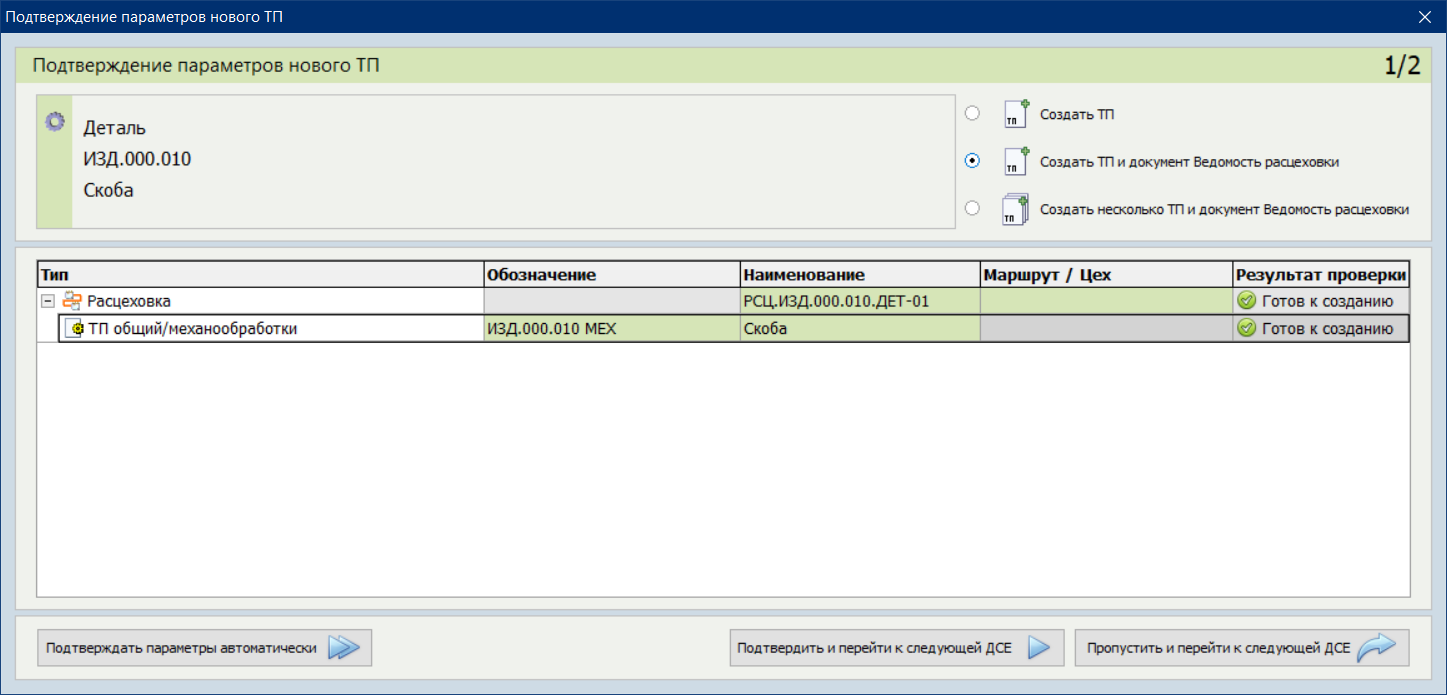
Указывается вид (комплект) ТП.
Обозначение и наименование технологического процесса формируются автоматически. При этом происходит проверка уникальности обозначений.
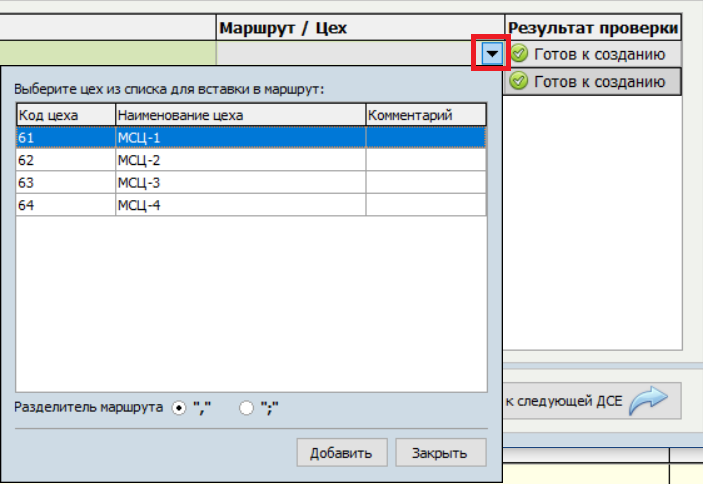
Для расцеховки можно задать маршрут изготовления. Сделать это можно с помощью формы по созданию маршрутов.
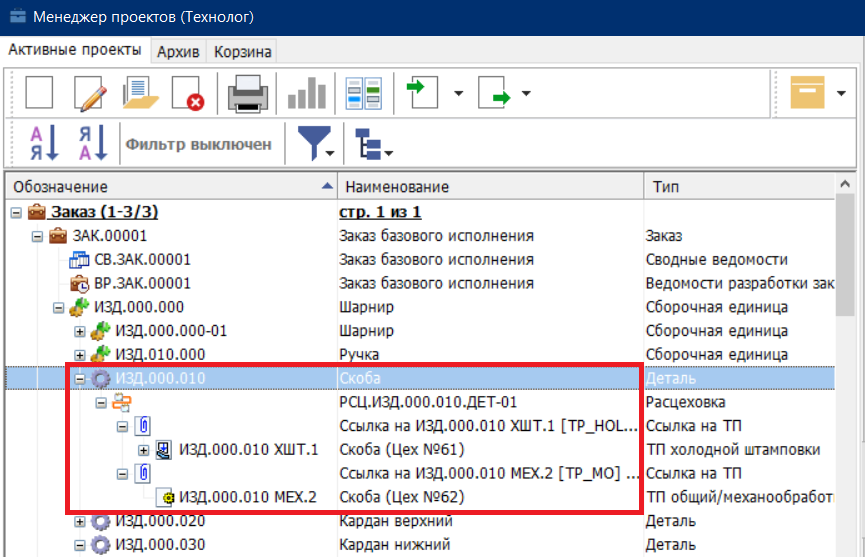
После окончания этапа в Менеджере проектов появляются объекты комплектов документов ТП и расцеховок.
После создания технологических процессов и расцеховок для всех ДСЕ в линейке процесса появляется пометка о выполнении этапа.
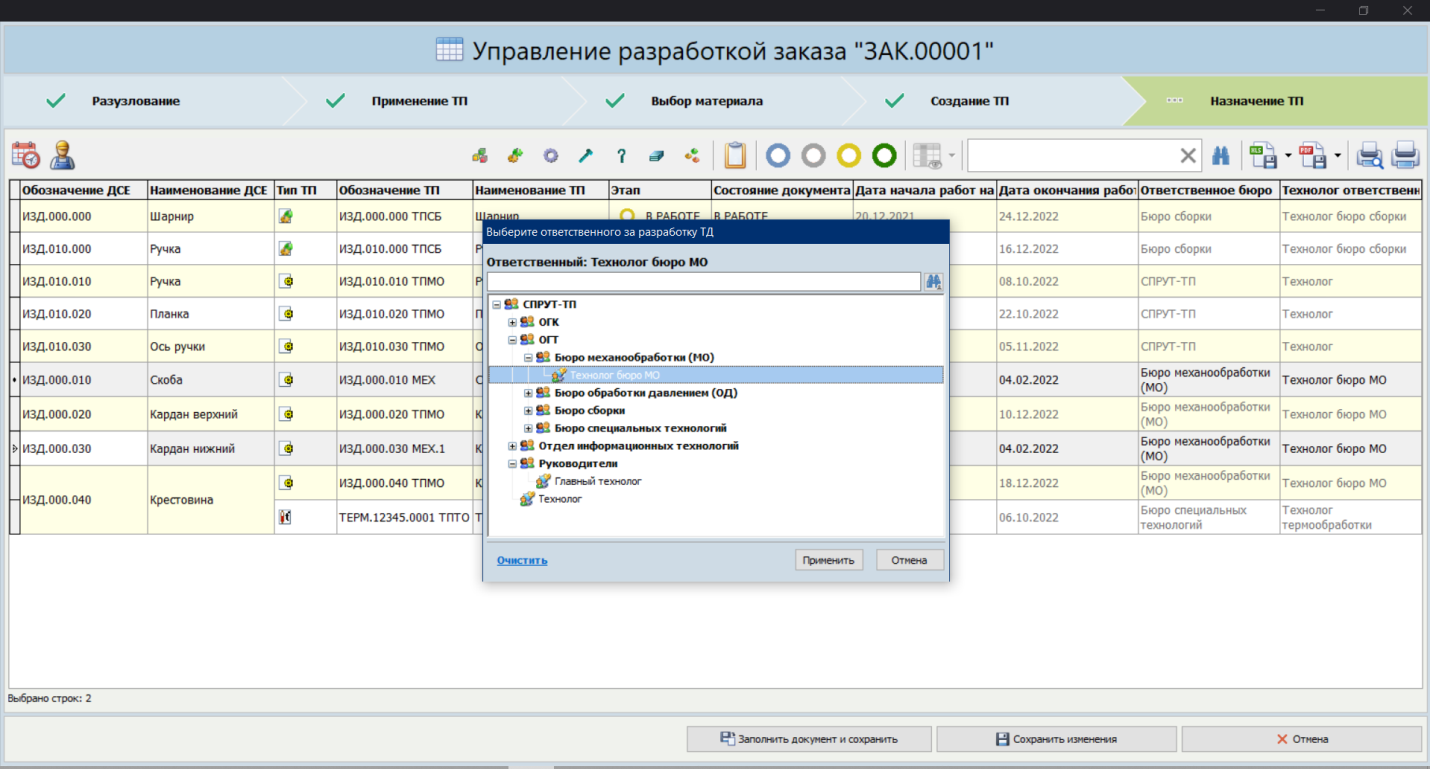
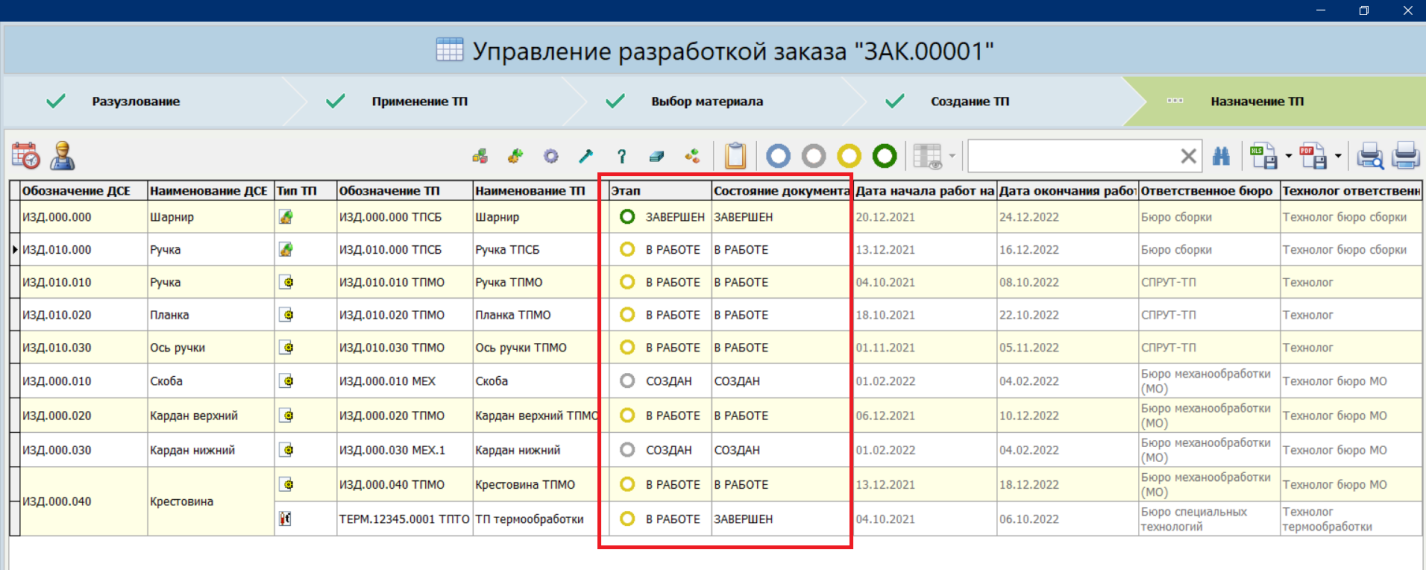
2.5. Этап «Назначение ТП»
На этапе происходит назначение заданий на разработку технологических процессов и сроков. Задать сроки и ответственных можно с помощью кнопок «Назначить сроки разработки ТД» и «Назначить пользователя, ответственного за разработку ТД».

Задания выдаются на отдельные или на группу ДСЕ.
На экране этапа показываются состояния и этапы разработки уже самих технологических процессов, назначенные исполнители и сроки.
Задания на разработку ТП можно увидеть в нескольких местах системы.
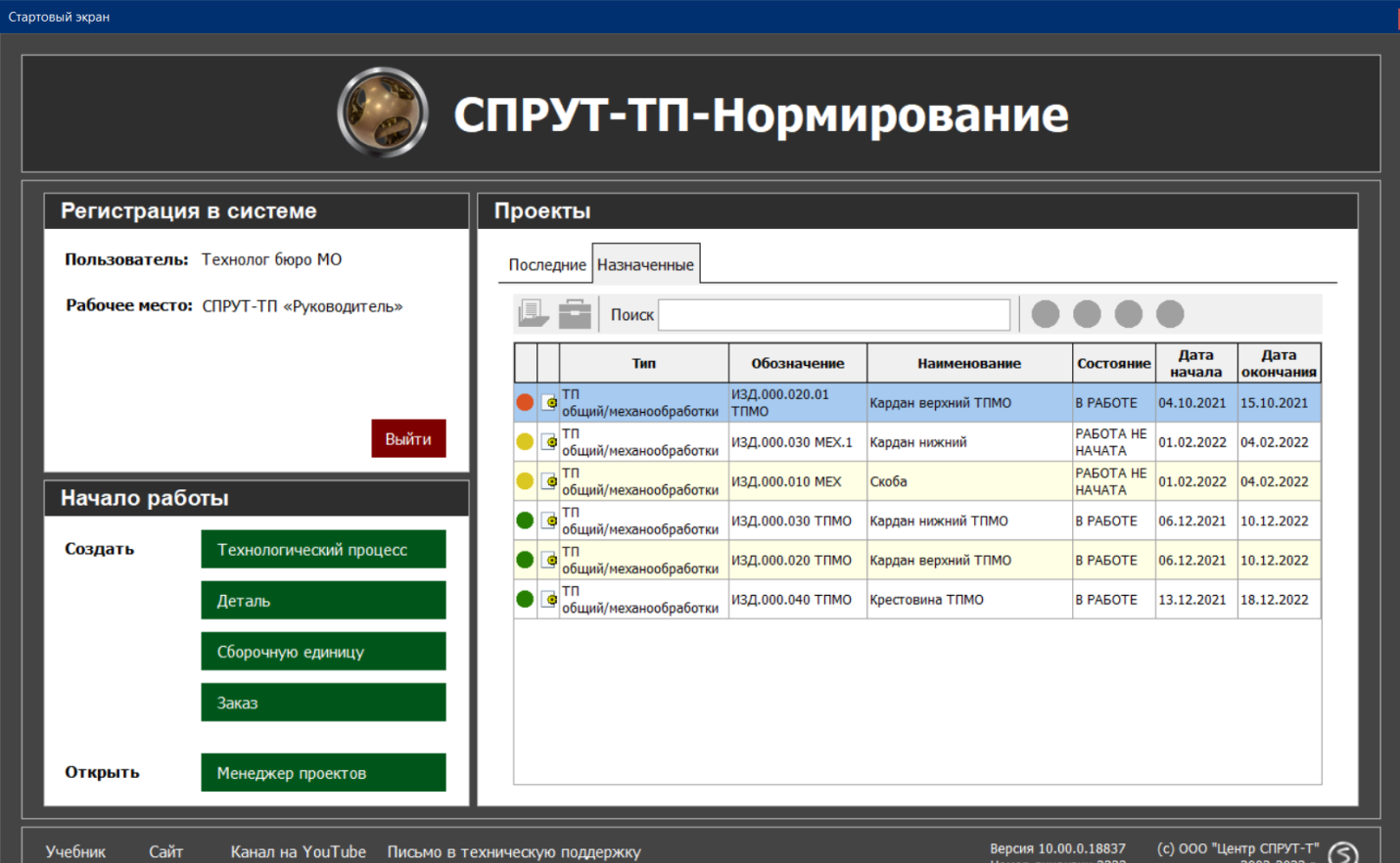
Пользователь при входе в систему видит назначенные ТП в Стартовом окне на закладке Назначенные:
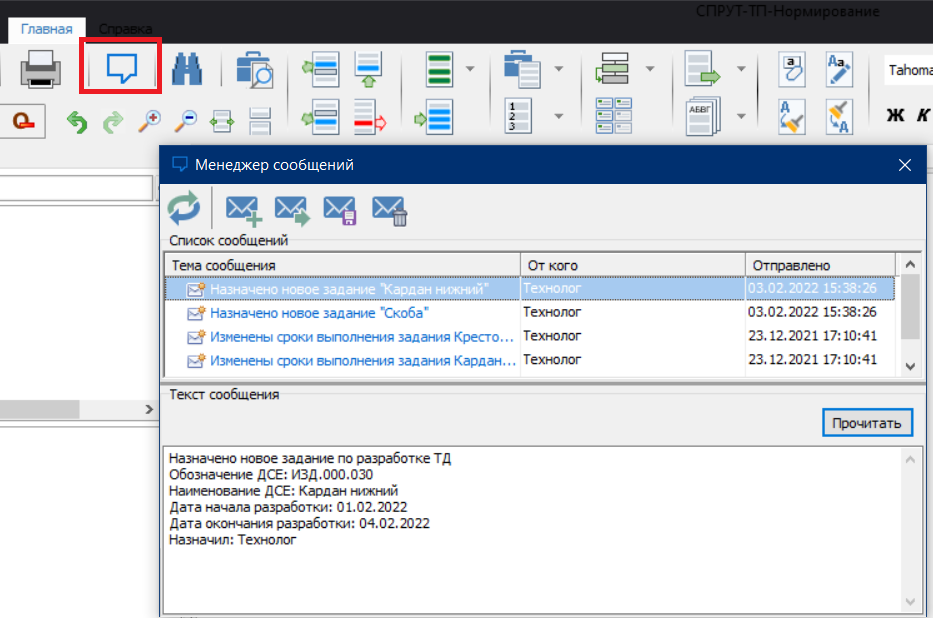
При входе в Менеджер проектов пользователь получает оповещения в Менеджере сообщений.
После назначения сроков и ответственных на экране «Назначение ТП» можно отслеживать выполнение работ по разработке ТП. Тут же можно проводить перераспределение заданий или назначение новых сроков разработки ТП.
Анализировать работы и получать сводную информацию по технологическим процессам в Заказе можно с помощью модуля «Аналитика» (см. п. 3 «Модуль «Аналитика»).
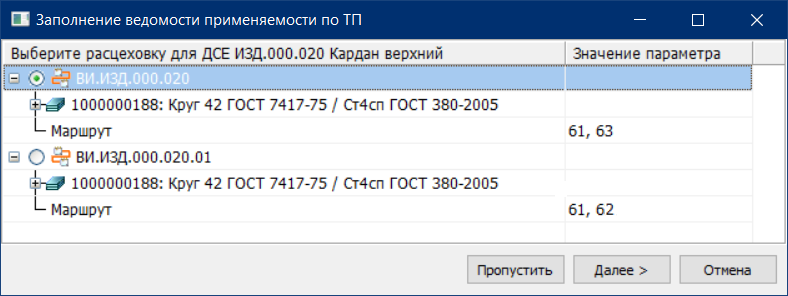
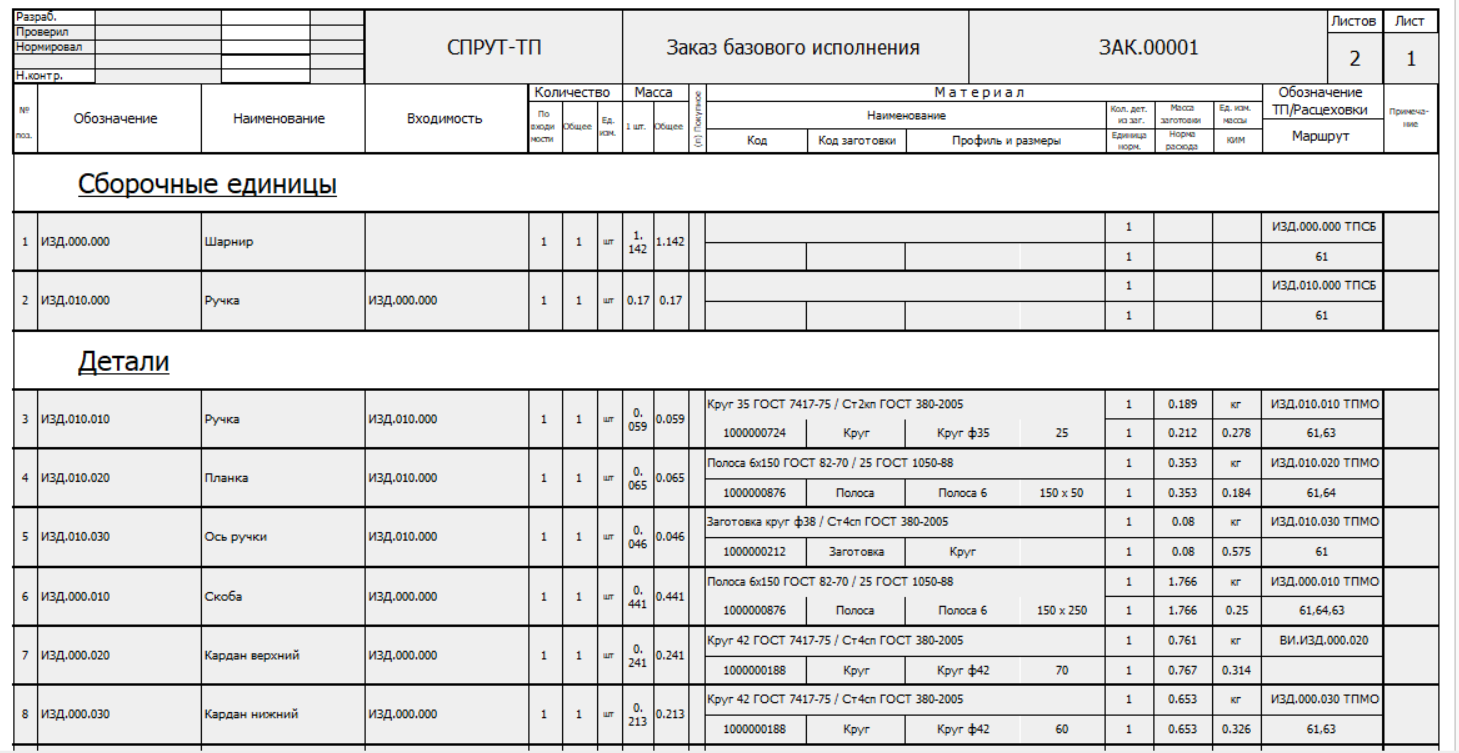
2.6. Документ «Ведомость применяемости»
Документ «Ведомость применяемости» с целью преемственности сохранился. Однако сейчас все данные заполняются только через экраны модуля «Управление разработкой заказа», а документ является отчетом и генерируется по кнопке «Загрузить документ Ведомость применяемости».
2.7. Общие сервисы модуля
Интеллектуальные фильтры

На каждом этапе можно отфильтровать записи с пустыми значениями в полях:
- обозначение ТП или расцеховки на этапах «Применение ТП» и «Создание ТП»;
- материал на этапе «Выбор материала»;
- даты и ответственный технолог на этапе «Назначение ТП».
Фильтр по типу и по этапу ДСЕ, полнотекстовый поиск


Фильтры на главной панели:
- по типам ДСЕ для отображения только нужных типов объектов;
- по этапам разработки технологического процесса;
- полнотекстовый поиск по всем полям.
Экспорт в формат XLS, PDF и печать

В любой момент табличные формы можно сохранить в формат XLS и передать для обработки данных в другие системы. Также формы могут быть распечатаны или сохранены в формате PDF.
2.8. Модуль в конфигурациях системы
В конфигурации «Классика» и «Стандарт» входят первые три этапа процессной линейки модуля «Управление разработкой заказа».
В конфигурации «Руководитель» входят все этапы процессной линейки модуля.

Модуль предназначен для анализа данных и получения сводной информации по Заказу/Сборочной единице.
Появилась возможность сравнения Заказов, сборочных единиц и деталей между собой. С помощью этой функции можно узнать, чем отличаются исполнения ДСЕ или заказы.
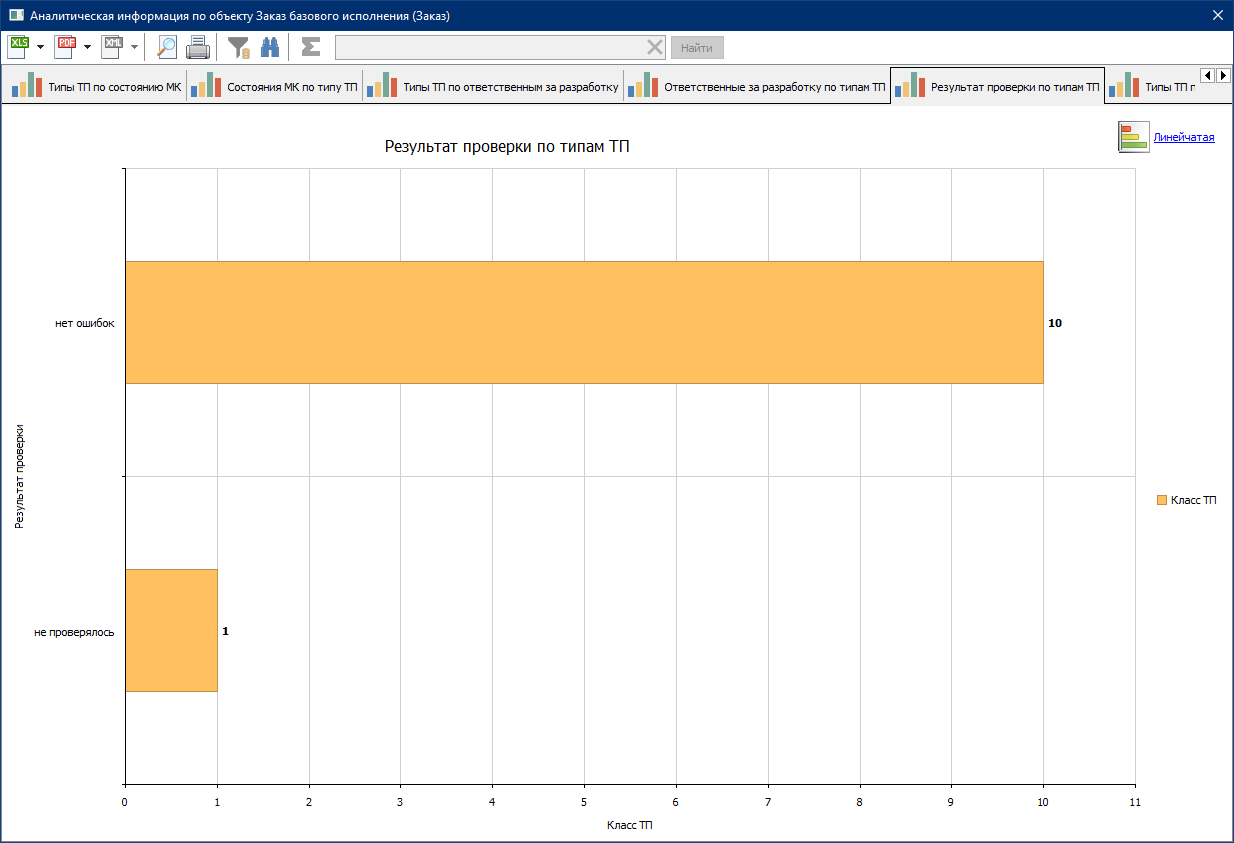
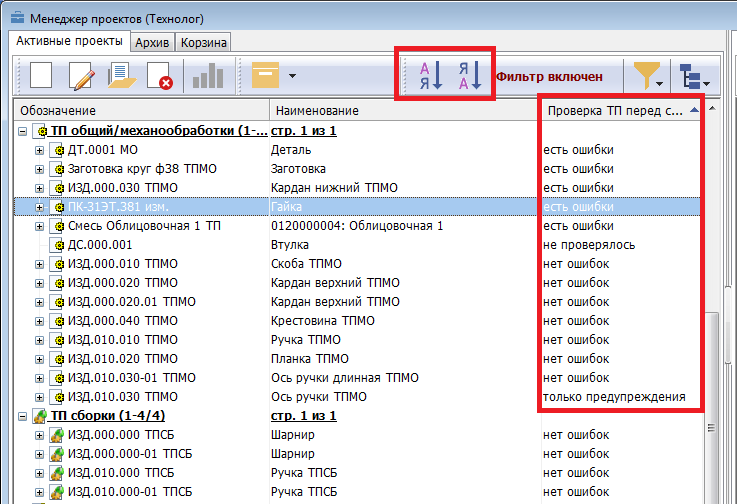
Общий отчет по Заказу/Сборочной единице расширен новыми диаграммами по разработке и проверке технологических процессов. Теперь можно получить ещё больше информации о процессе разработки.
Появился новый тип: двухуровневые диаграммы.
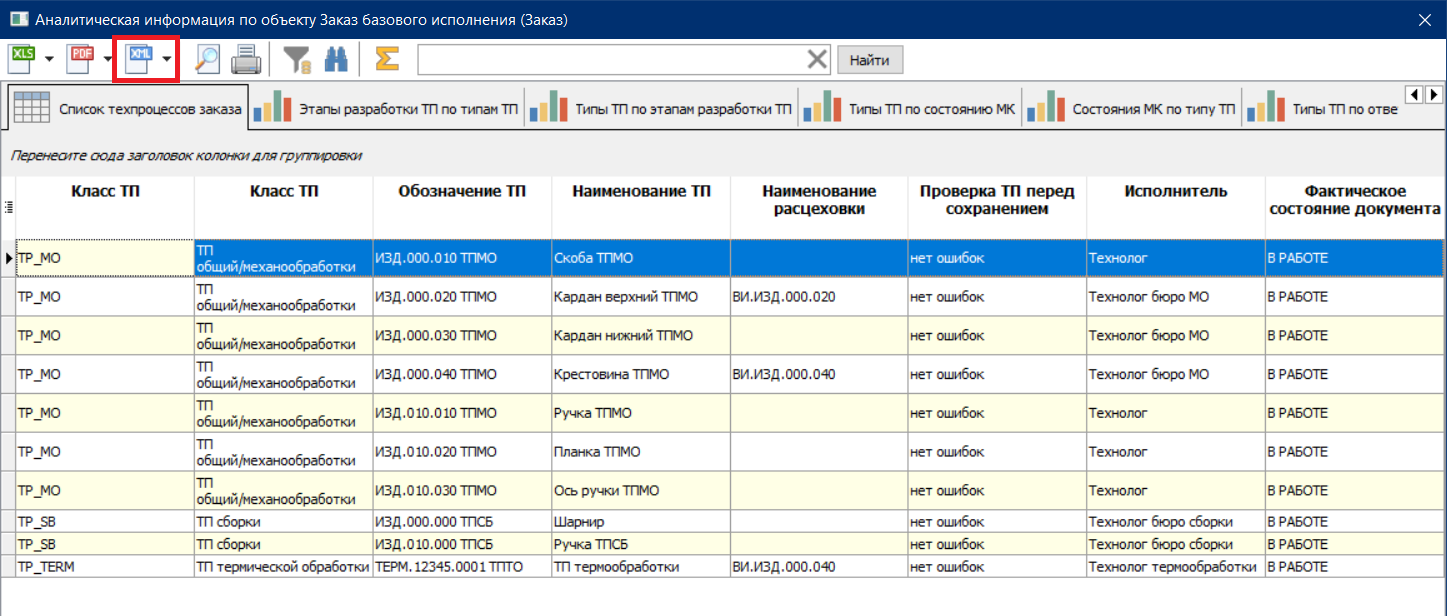
Новый тип экспорта данных аналитики – экспорт в XML.
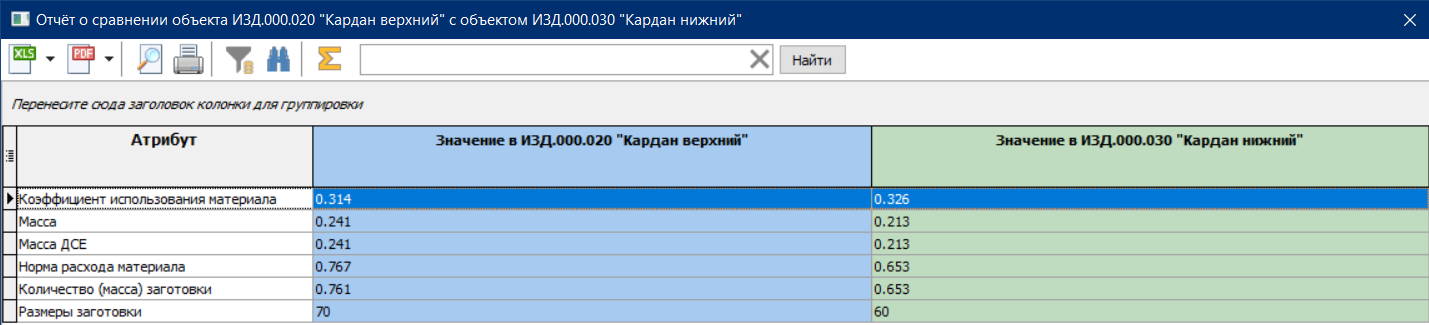
3.1. Функция сравнения
Функция сравнения применяется для сравнения объектов на закладке Активные проекты.

Результат сравнения – отчет, в котором показываются только отличающиеся значения атрибутов.
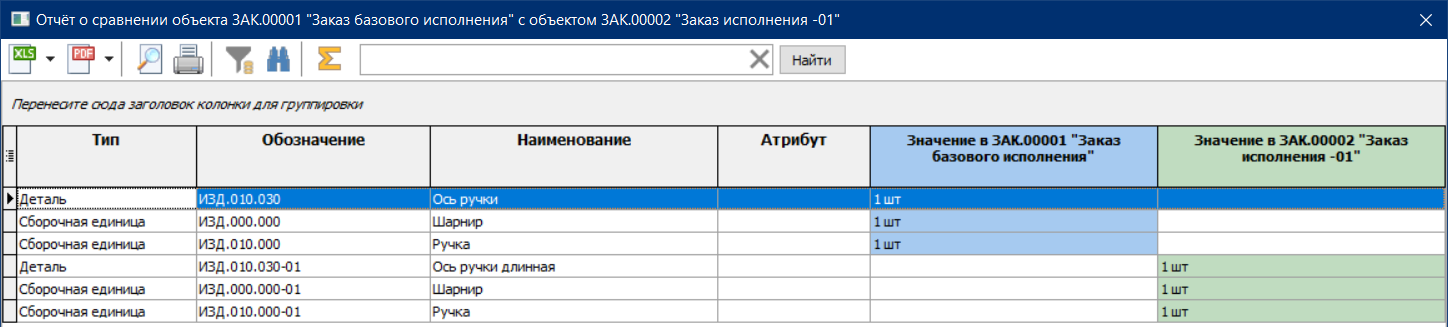
Для сборочной единицы сравнение можно проводить по конструкторской спецификации и по разузлованному составу.
Для деталей сравнение проводится по заготовке, атрибутам технологического процесса и расцеховке.
3.2. Новые диаграммы
Количество диаграмм по аналитике Заказа увеличилось с 2 до 8:
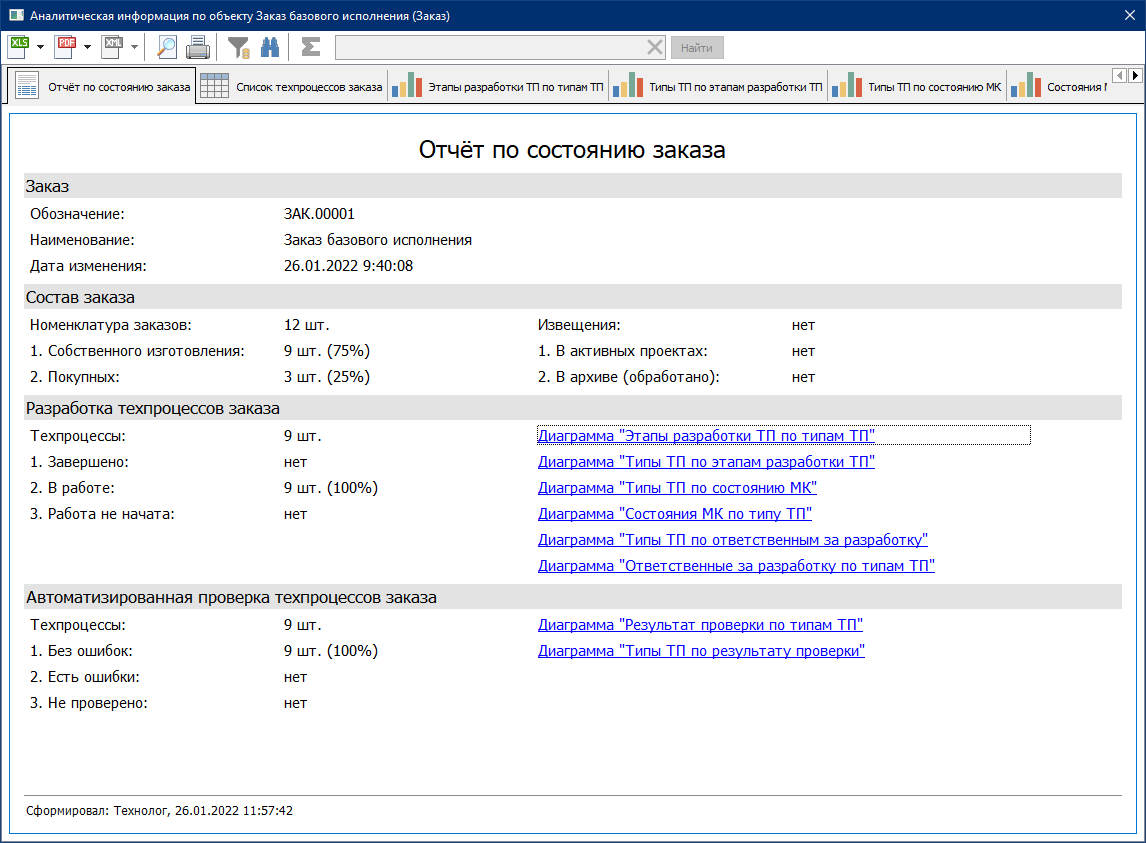
Все диаграммы стали двухуровневыми. Особенностью диаграмм с двухуровневой детализацией является возможность раскрыть один из столбцов в новой диаграмме. Для этого нужно кликнуть левой кнопкой мыши в столбец диаграммы. Чтобы возвратиться к исходной диаграмме, нужно кликнуть правой кнопкой мыши.
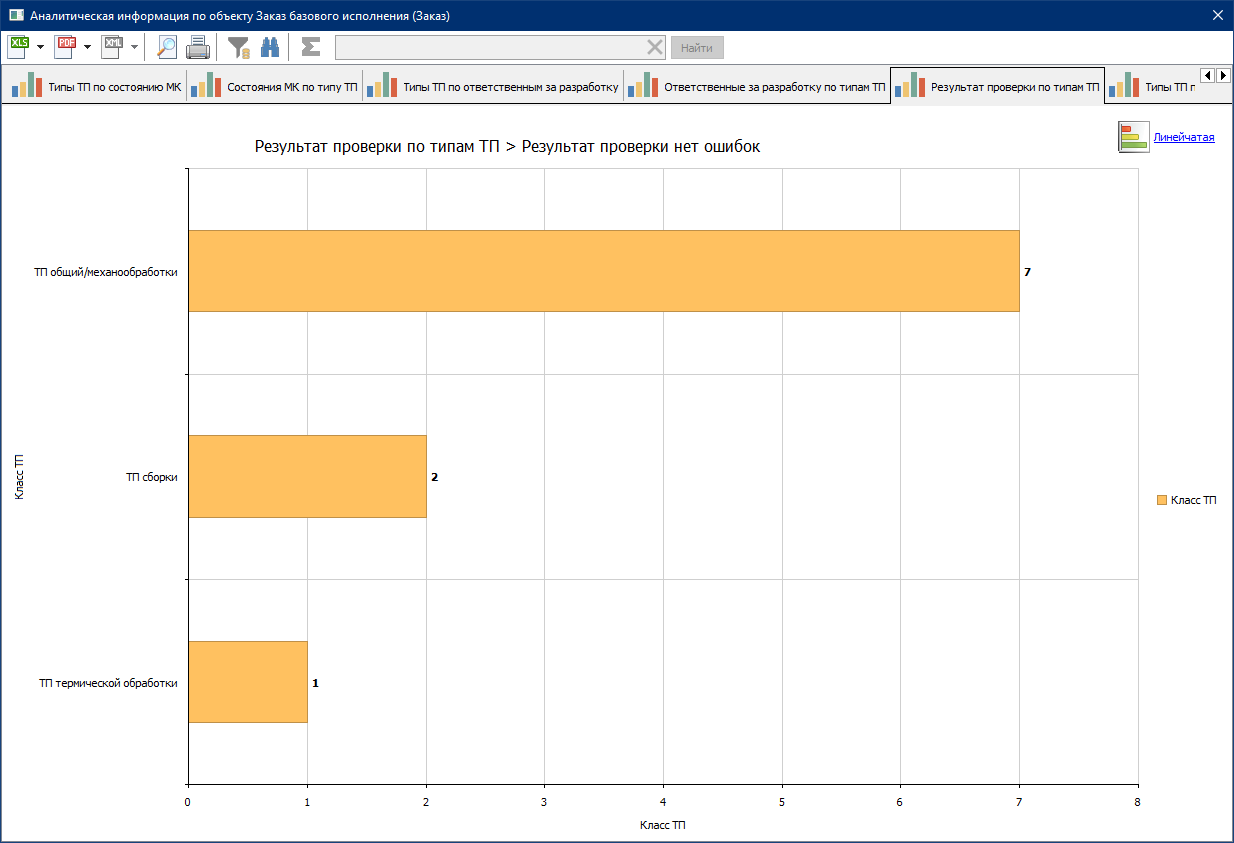
Данные можно экспортировать в форматах Excel, PDF или распечатать.
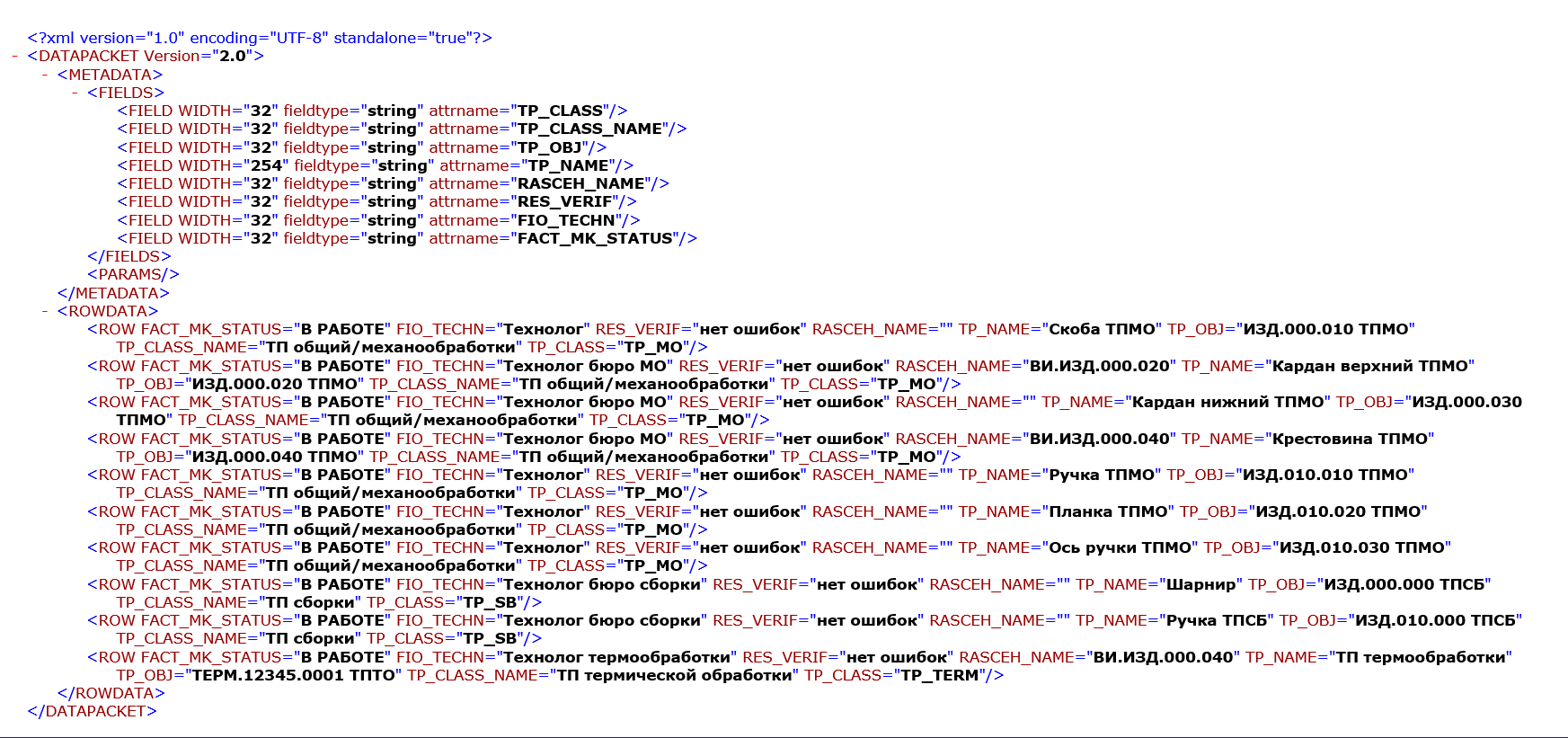
3.3. Экспорт в формат XML
Реализован новый экспорт в формат XML. Полученные файлы можно использовать для передачи данных аналитики в другие системы.
Разработан совершенно новый экран выбора основного материала.
Кнопка выбора основного материала находится в модуле «Управление разработкой заказа» на этапе Выбор материала.
и на панели документа Маршрутной карты в комплекте разработки технологической документации.
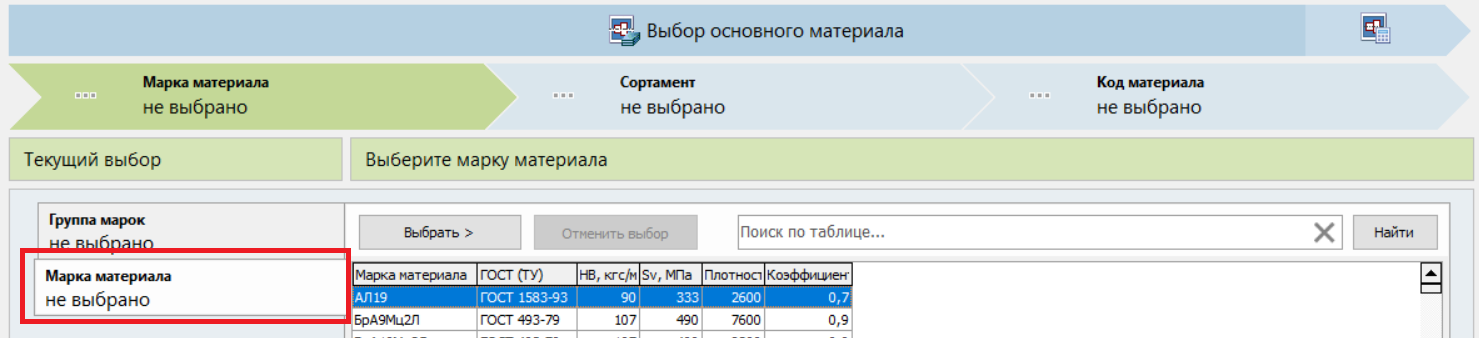
В окне выбора показан процесс выбора материала. Этапы выбора расположены на линейке этапов. Для каждого этапа есть подсказка с указанием текущего выбора.
Этапы и шаги выбора:
- Марка материала.
- Группа марок;
- Марка материала.
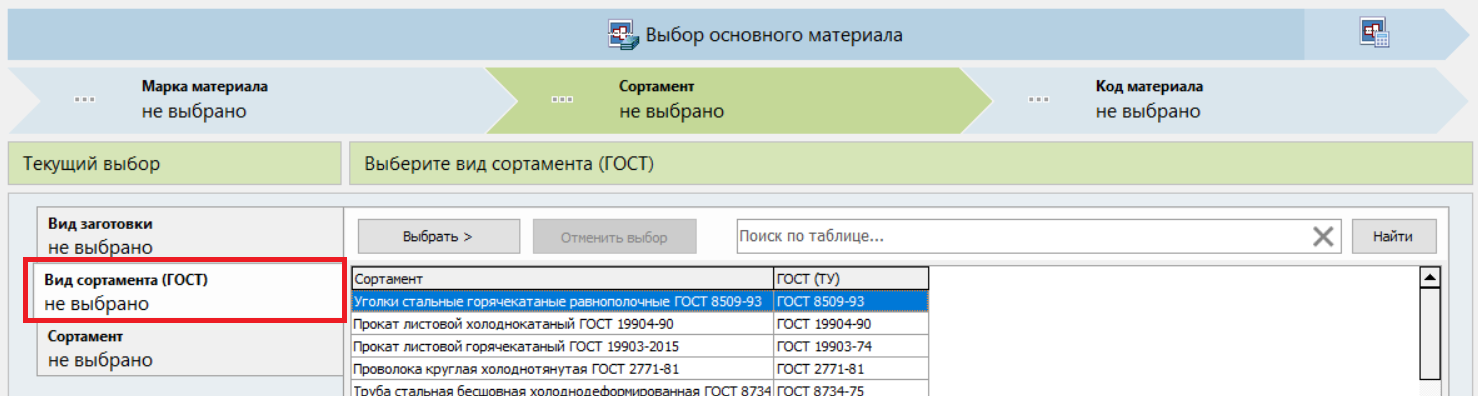
- Сортамент.
- Вид заготовки;
- Вид сортамента (ГОСТ);
- Сортамент.
- Код материала.

Начинать выбор можно с любого этапа и любого шага.
Система интеллектуально направляет на следующий этап, как только сделан первый шаг в выборе материала. При завершении этапа в линейке процесса появляется пометка о выполнении этапа.



Результат работы — заполненная шапка материала с кодом.

Если в шапке МК есть заполненные поля материала, то данные этих полей попадут в окно выбора.


Материал можно задать тринадцатью! способами, различающимися последовательностью выбора.
Последовательности выбора:
- Группа материала – Марка материала – Вид заготовки – Вид сортамента – Сортамент – Код материала.
- Группа материала – Марка материала – Вид сортамента – Сортамент – Код материала.
- Группа материала – Марка материала – Сортамент – Код материала.
- Марка материала – Вид заготовки – Вид сортамента – Сортамент – Код материала.
- Марка материала – Вид сортамента – Сортамент – Код материала.
- Марка материала – Сортамент – Код материала.
- Вид заготовки – Вид сортамента – Сортамент – Группа материала – Марка материала – Код материала.
- Вид заготовки – Вид сортамента – Сортамент – Марка материала – Код материала.
- Вид сортамента – Сортамент – Группа материала – Марка материала – Код материала.
- Вид сортамента – Сортамент – Марка материала – Код материала.
- Сортамент – Группа материала – Марка материала – Код материала.
- Сортамент – Марка материала – Код материала.
- Код материала (если он задан в таблице «Материалы основные» Менеджера ресурсов).
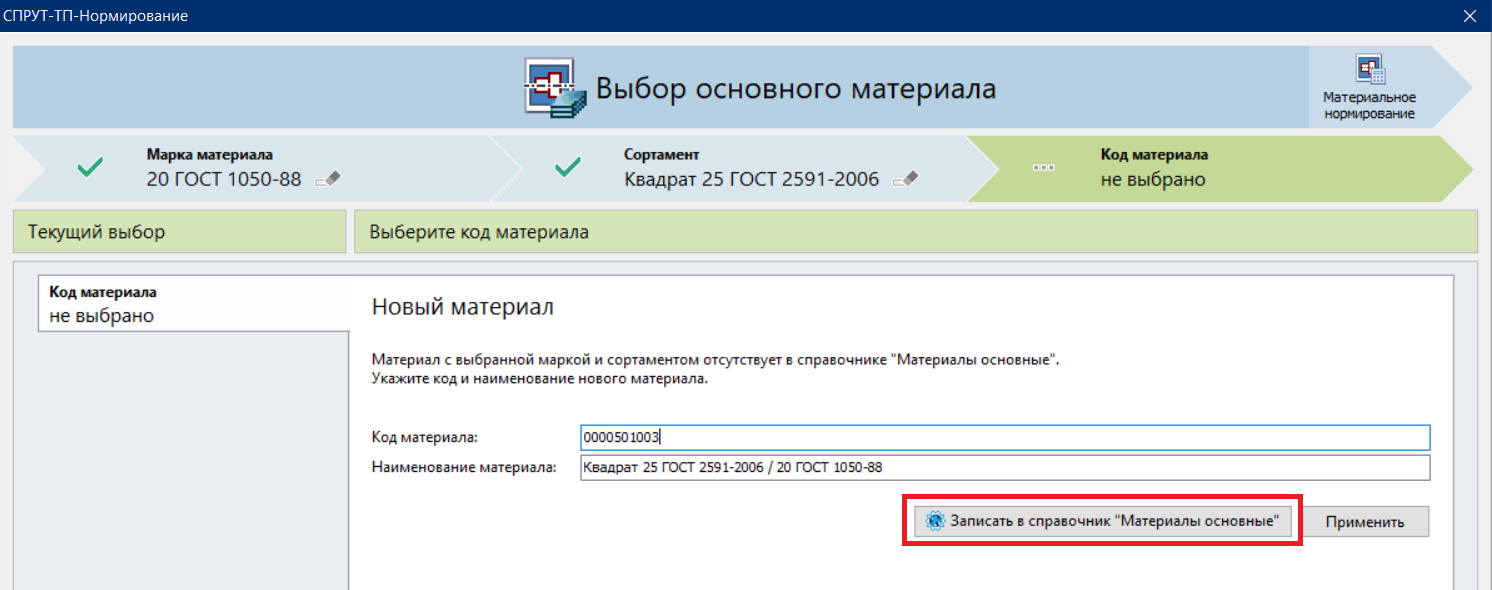
Сохранение кода основного материала
Появилась возможность ввести код основного материала и сохранить его в таблицу «Материалы основные» базы данных ресурсов без использования Менеджера ресурсов.
Переход к окну «Материальное нормирование» и обратно происходит теперь без закрытия окон.

Материальное нормирование. Изменение единицы величины в процессе расчета
Введена возможность изменения единицы величины (ЕВ) материального нормирования. Это позволяет оперативно производить расчеты в других величинах, отличающихся от базовых Менеджера ресурсов.
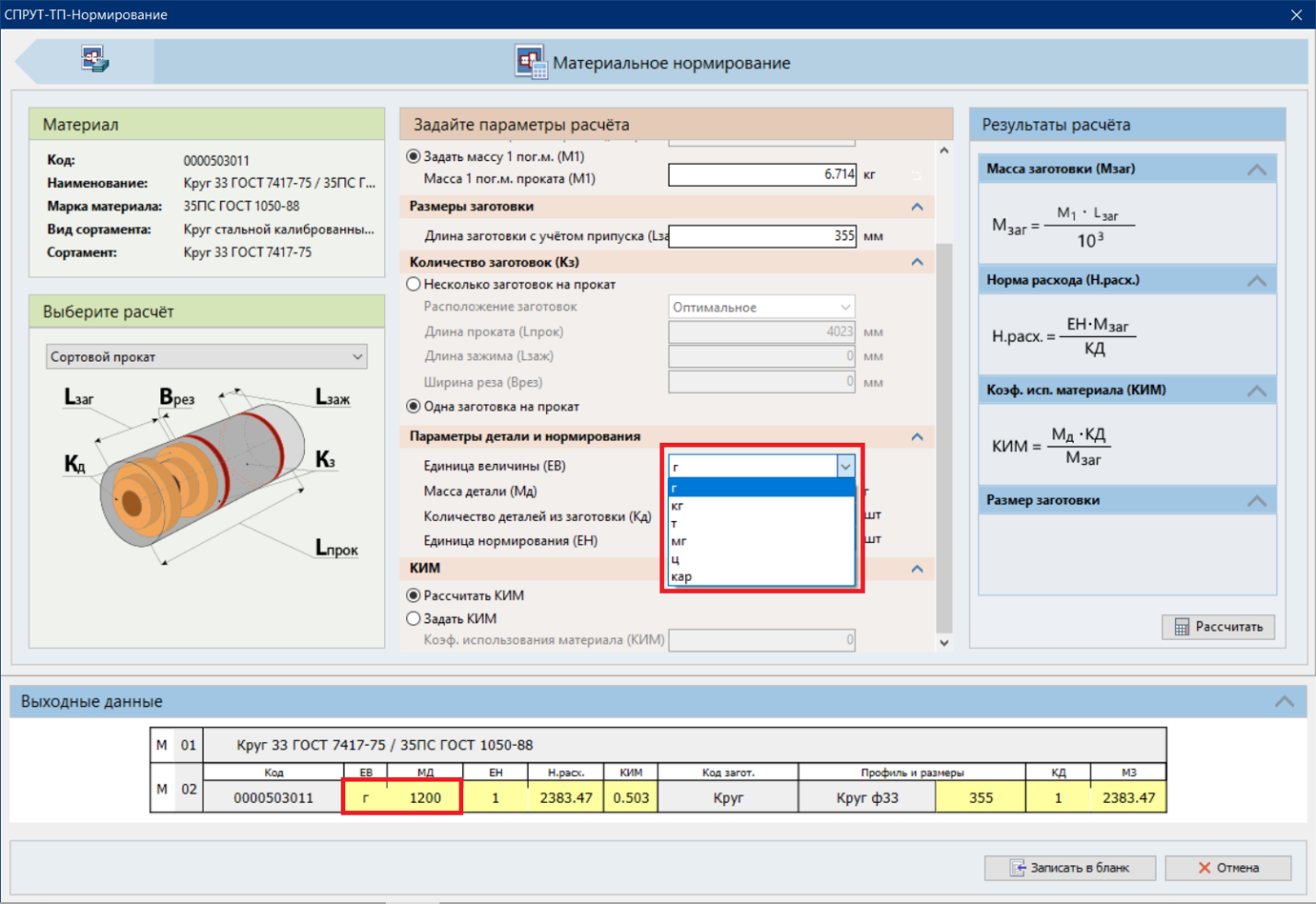
Конечный результат будет записан в МК в размерности выбранной ЕВ и сама ЕВ.
Основные нововведения:
— Присвоение кодовых обозначений по ГОСТ 3.1201-85 для комплектов документов и документов.
— Массовое оформление документов.
— Оформление Ведомости технологических документов (ВТД) по всем документам заказа или сборочной единицы.
— Новое окно печати.
5.1. Присвоение кодовых обозначений документов по ГОСТ 3.1201-85
«Назначение кодовых обозначений» вызывается кнопкой, расположенной на главной панели. Функция позволяет присвоить коды для комплектов ТП и отдельных документов, записать их в поля документа и в атрибуты объектов.
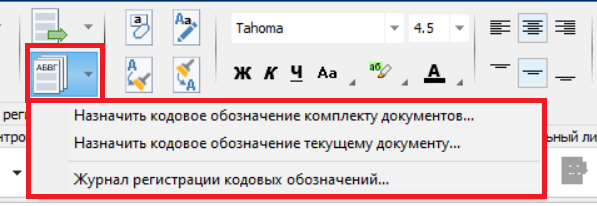
Кодовое обозначение присваивается Комплекту документов или текущему документу.
В окне назначения кодовых обозначений показаны данные комплекта документов и характеристика документации. В области «Характеристика документации» в полях «Вид документации», «Вид технологического процесса по организации» и «Вид технологического процесса по методу выполнения» указаны значения по умолчанию, настроенные в СПРУТ-ТП Администратор. Значения в полях можно выбрать из списков.
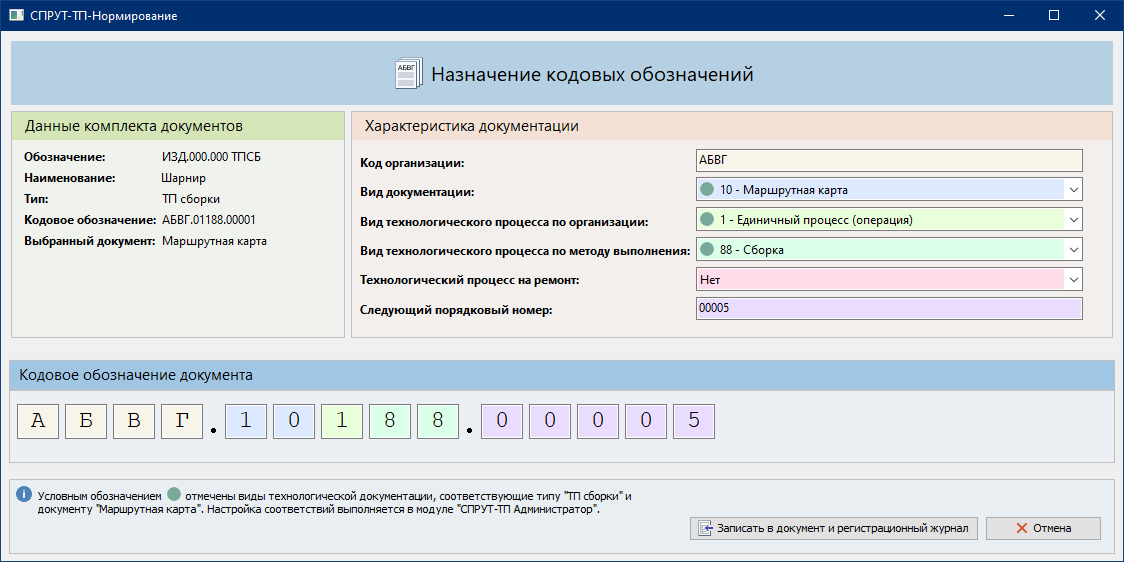
Сформированный код показан в нижней части окна. При нажатии на кнопку «Записать в документ и регистрационный журнал» коды записываются в документ и журнал.
Код комплекта документов или документа может быть изменен. Старый код удаляется и присваивается новый код.
Все присвоенные коды можно посмотреть в «Журнале регистрации кодовых обозначений».

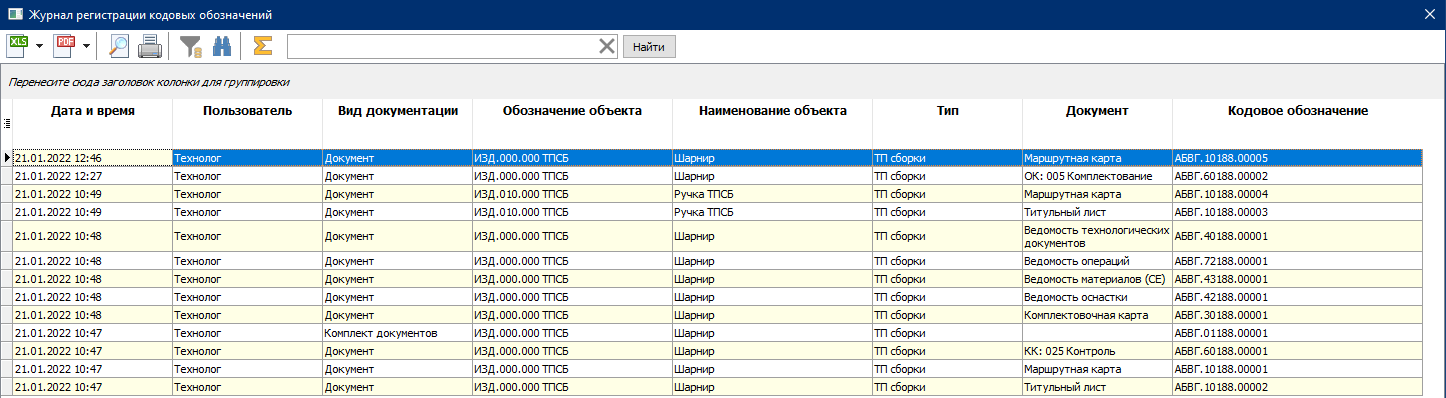
Журнал можно:
- сохранить в форматах Excel или PDF;
- распечатать.
Для обеспечения работы функции назначения кодов были внесены изменения в Менеджер ресурсов и СПРУТ-ТП Администратор.
Менеджер ресурсов
Для видов документации, технологических процессов по организации и по методу выполнения были добавлены новые служебные таблицы:
- Виды технологической документации (Комплекты);
- Виды технологической документации (Документы);
- Виды технологических процессов (операций) по организации;
- Виды технологических процессов по методу выполнения.
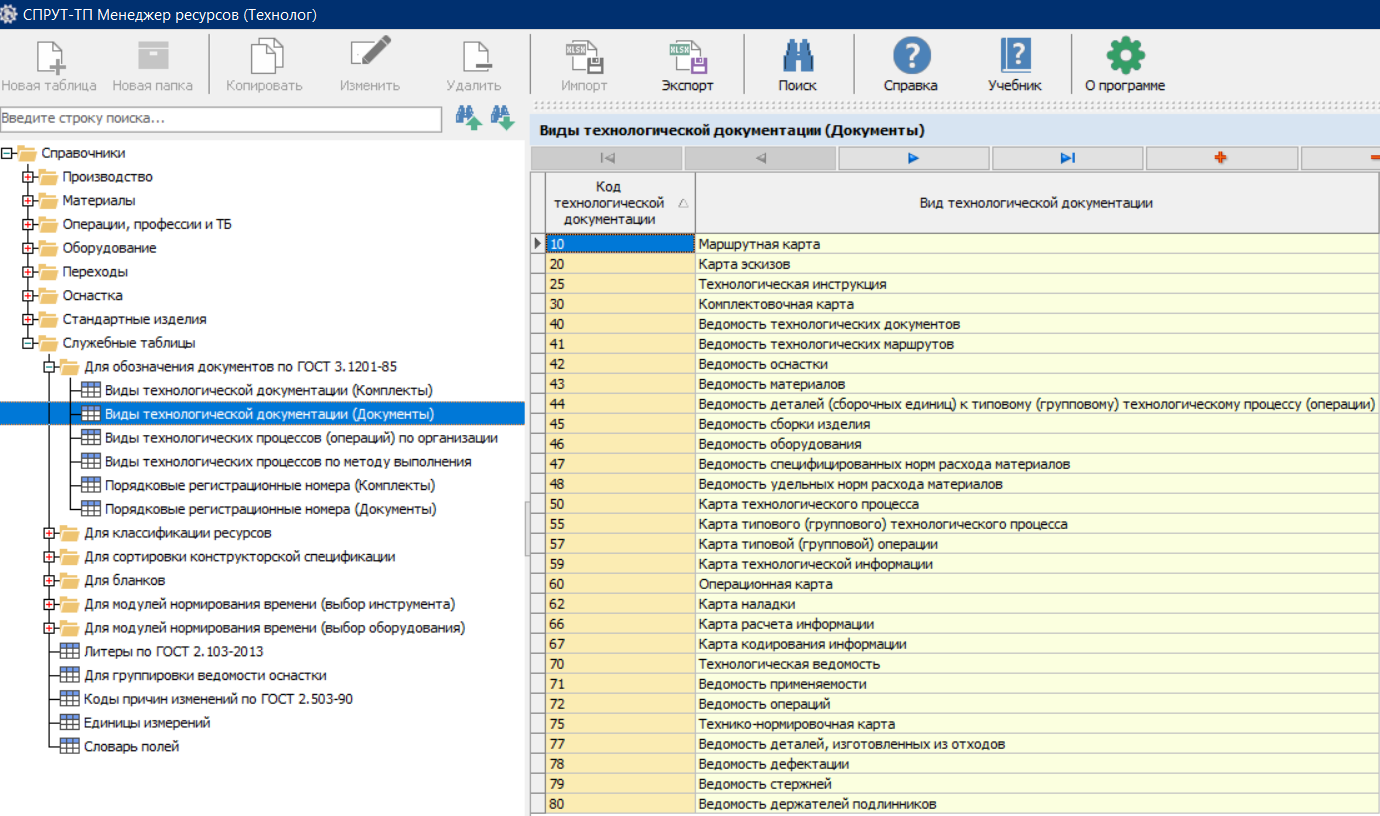
Для обеспечения уникальности кодов в служебных таблицах ведутся счетчики присвоенных кодов:
- Порядковые регистрационные номера (Комплекты);
- Порядковые регистрационные номера (Документы).
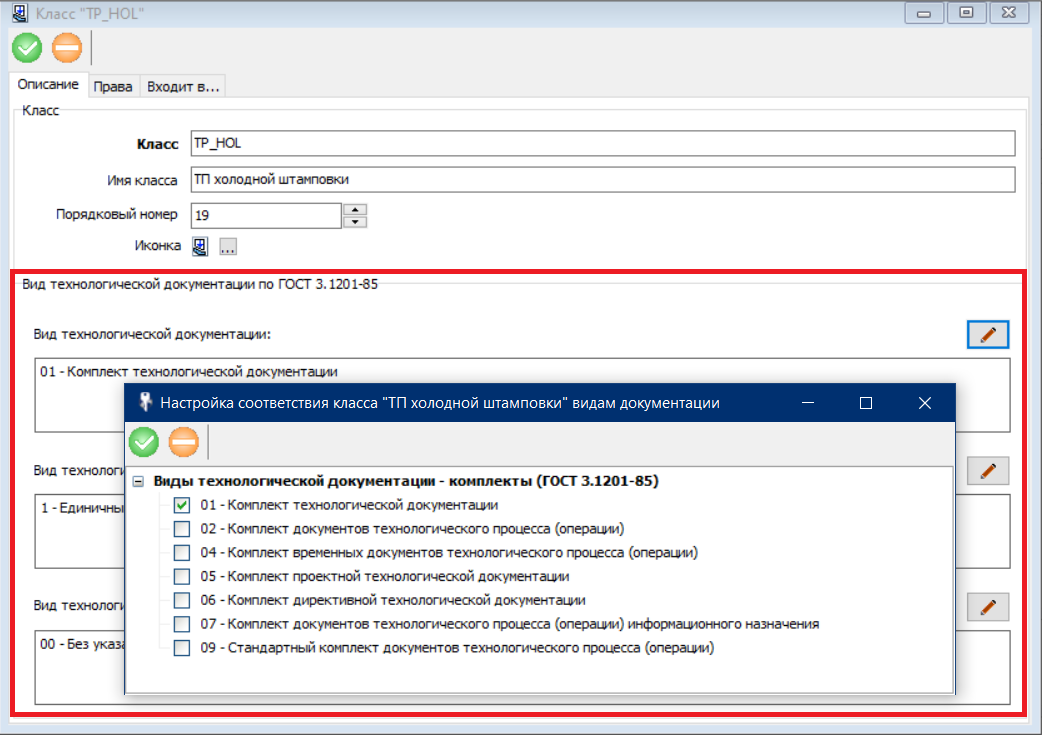
СПРУТ-ТП Администратор
В окне документов и комплектов на закладке «Описание» добавлена область «Вид технологической документации по ГОСТ 3.1201-85». Для документа или комплекта можно указать принадлежность к одному или нескольким видам документации, методу организации или методу выполнения.
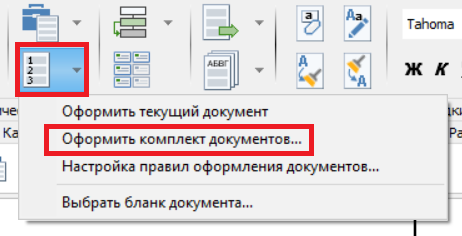
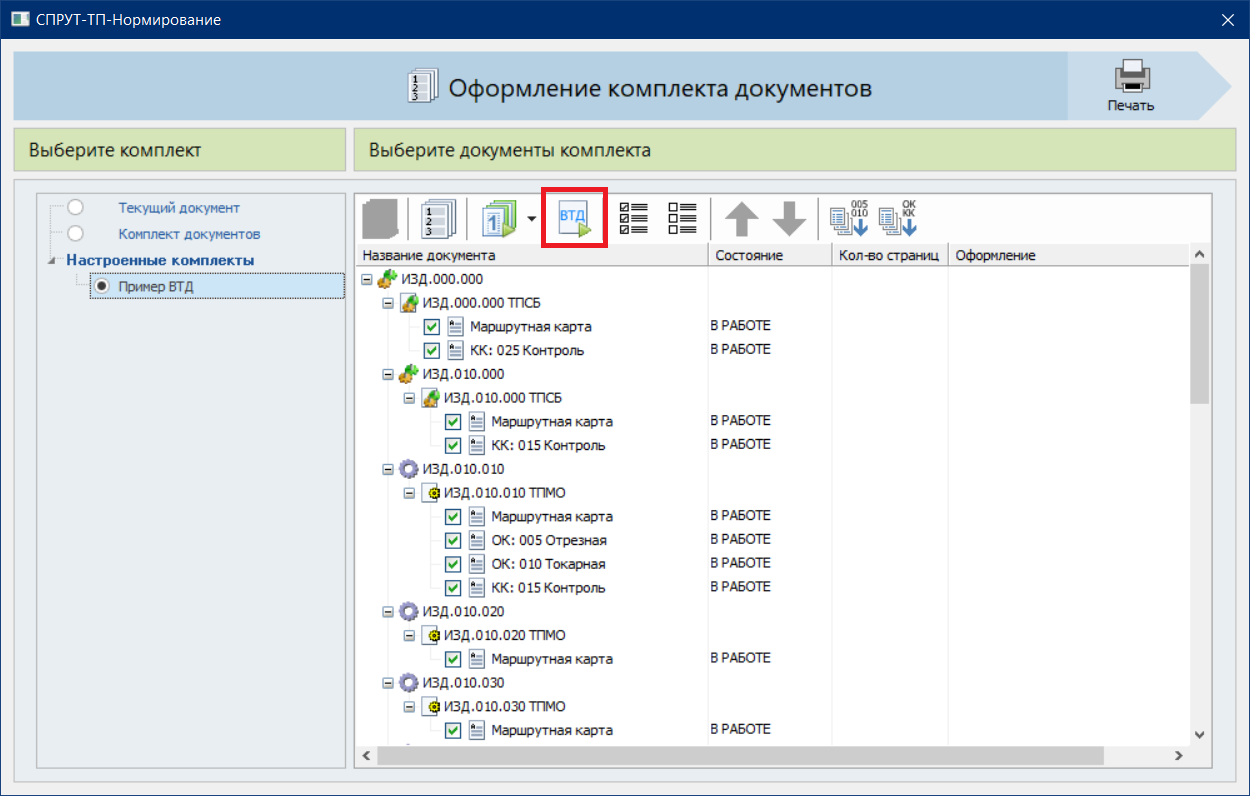
5.2. Массовое оформление комплекта документов
Оформление комплекта документов можно вызвать по нажатию кнопки «Оформление» на главной панели.
В окне оформления комплекта документов можно выбрать документы для оформления, порядок документов, способ группировки для операционных карт и карт эскизов, задать правила оформления документов.
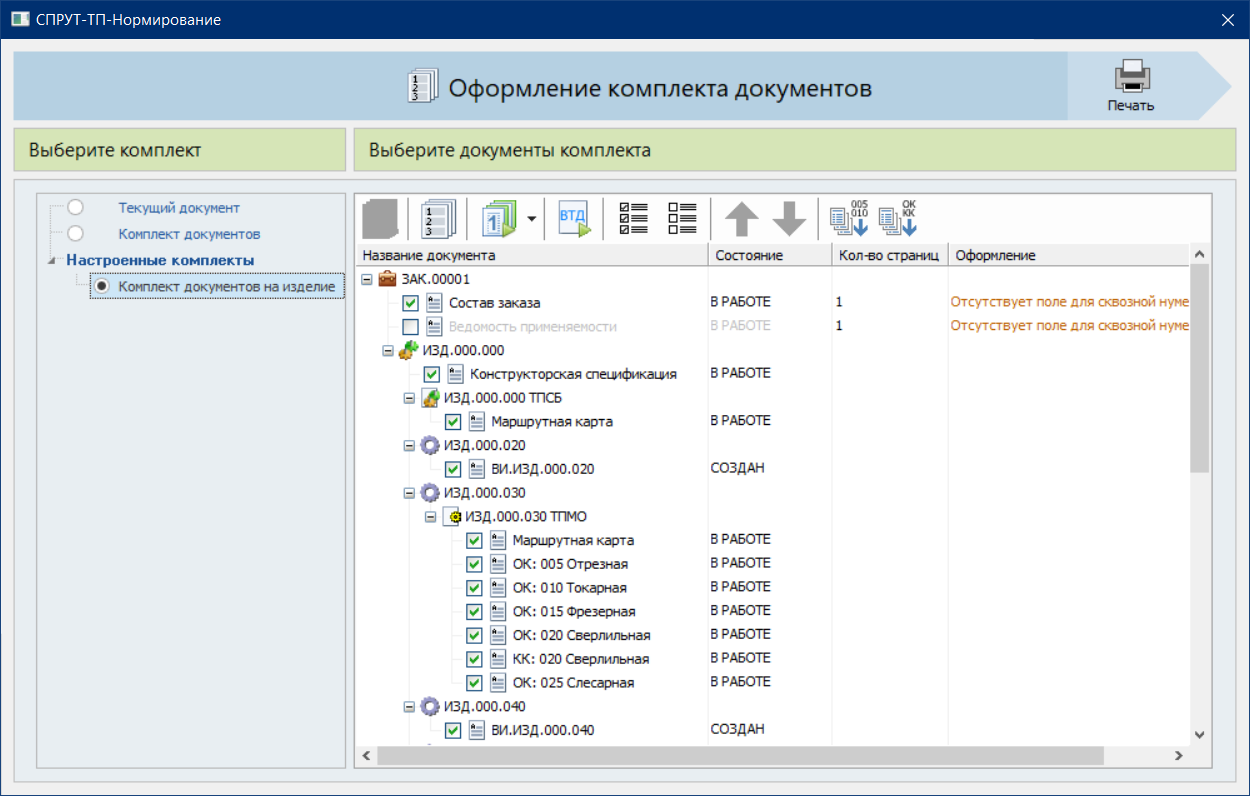
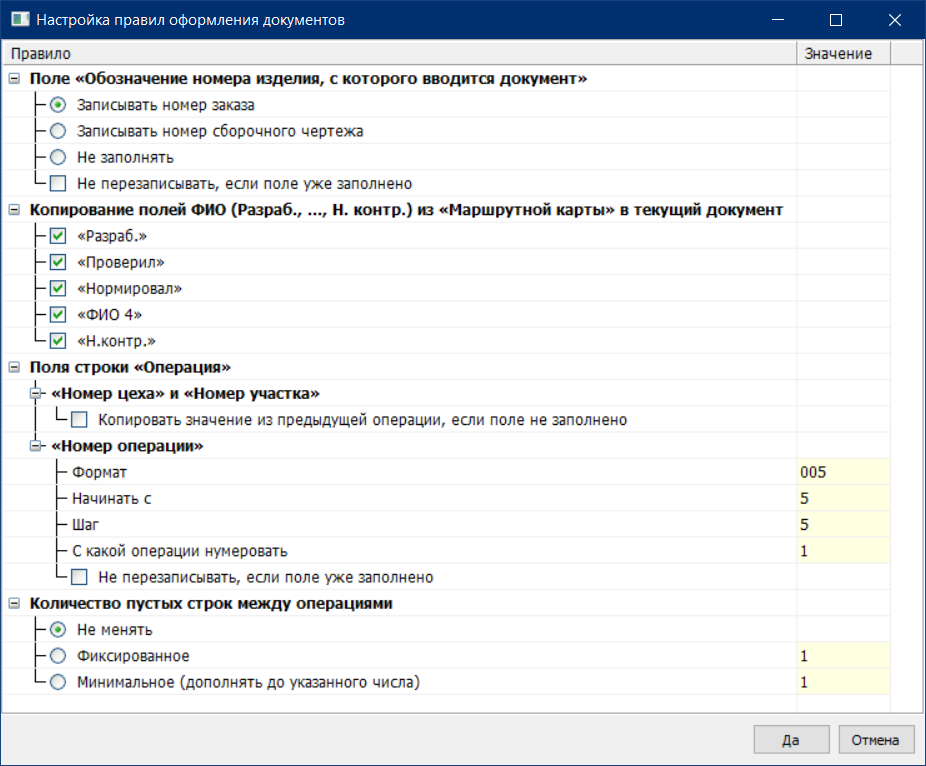
Для комплекта документов реализована сквозная нумерация. Номера документов могут быть сохранены в документ или проставлены только для печати.
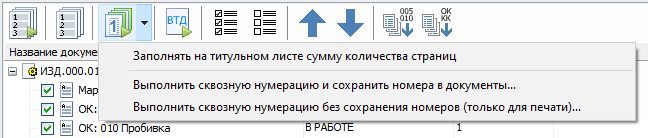
5.3. Заполнение ВТД для Заказа или сборочной единицы
Функция формирования ВТД вызывается из окна «Оформление комплекта документов» и с закладки документа «Ведомость технологических документов».
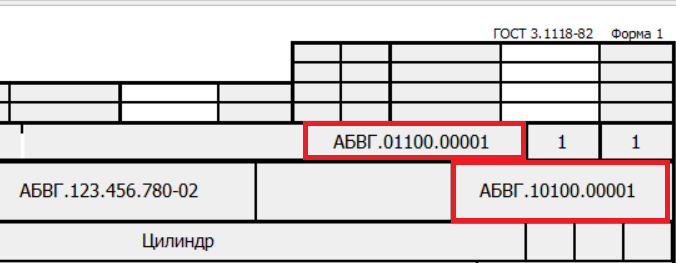
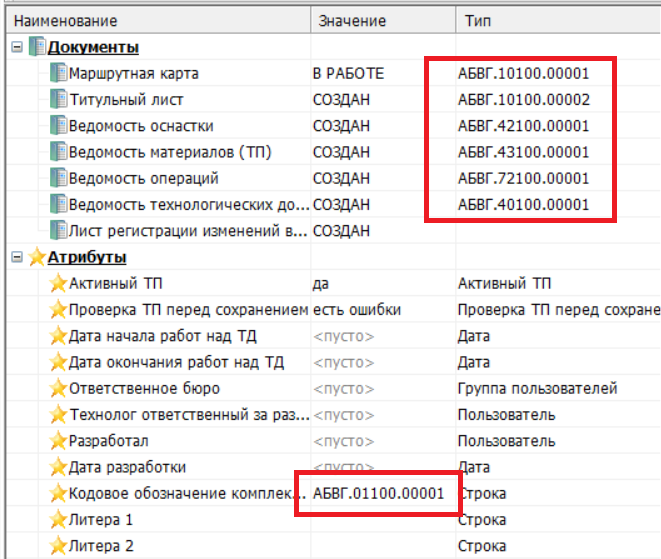
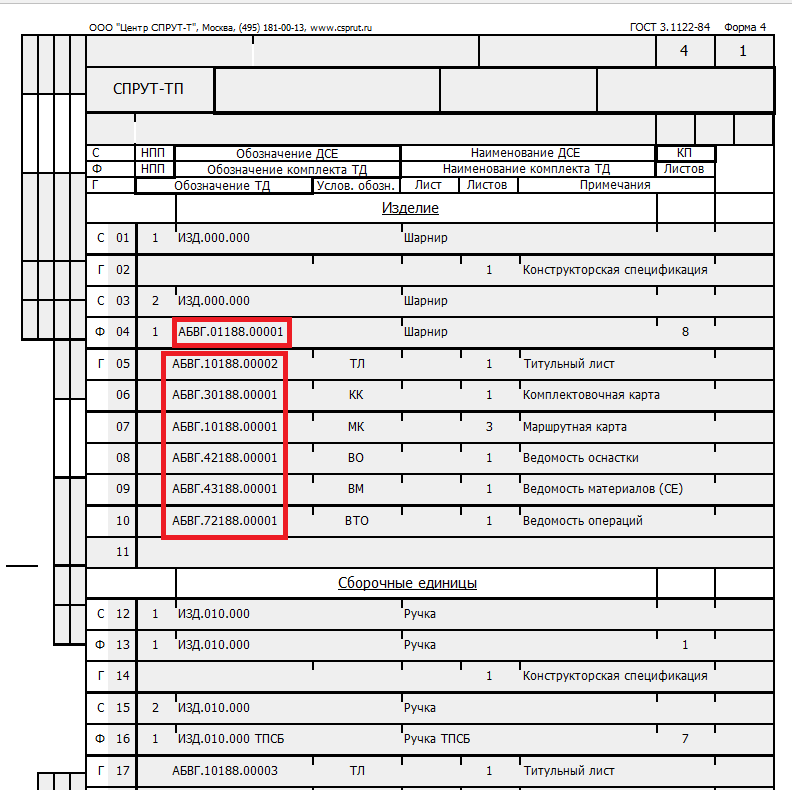
Результатом работы функции является заполненный и оформленный документ. Если у документов есть присвоенные коды, то они попадут в ВТД:
- в поле «Обозначение комплекта ТД» строки Ф (для комплекта документов);
- в поле «Обозначение ТД» строки Г (для документов).
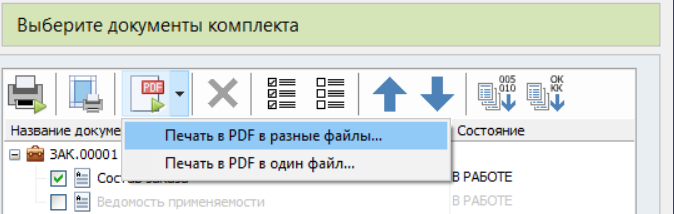
5.4. Печать документов
Окно печати объединено с окном оформления документов. Приступить к печати документов можно сразу же после оформления или нажав на кнопку на главной панели


В новом окне можно:
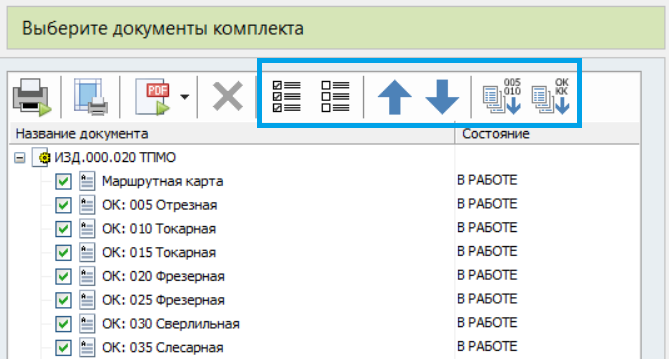
- выбрать документы для печати;
- открыть окно настройки печати;
- выбрать способ группировки для операционных карт, карт эскизов и других множественных документов;
- сохранить документ в PDF.
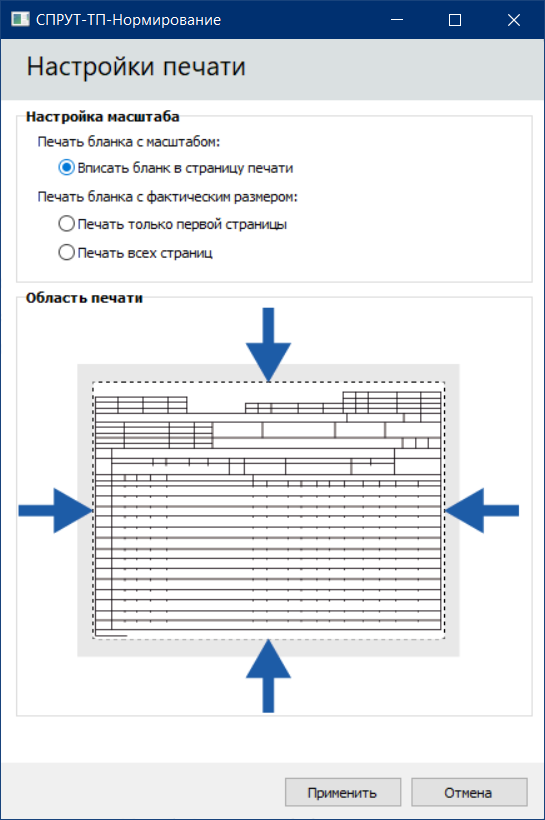
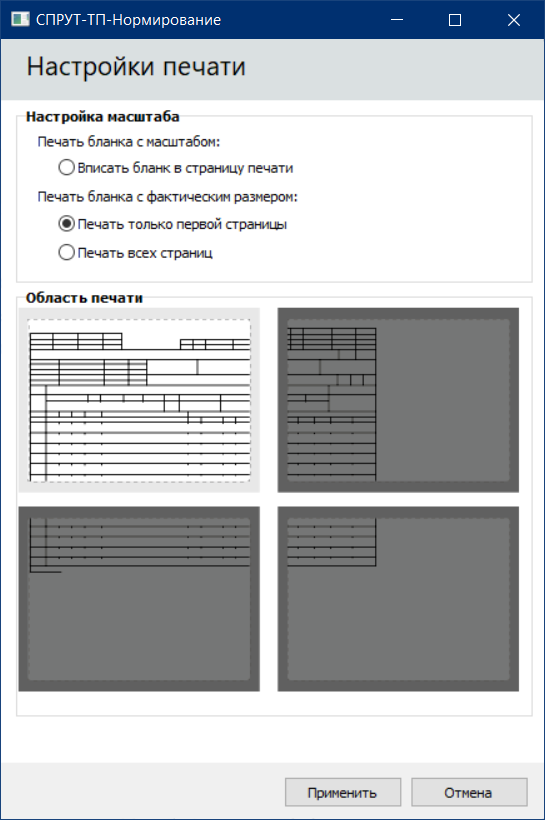
Настройка печати
Группировка документов
Сохранение в PDF
5.5. Сохранение PDF-копии документа по требованию
Появилась новая функция сохранения PDF копии документа по требованию. Это позволит иметь копии документов в процессе разработки документации. При сохранении старые копии документов удаляются, а новые записываются в папку «Копии документов в формате PDF».

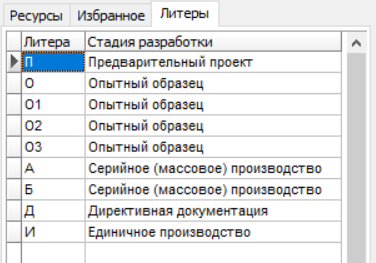
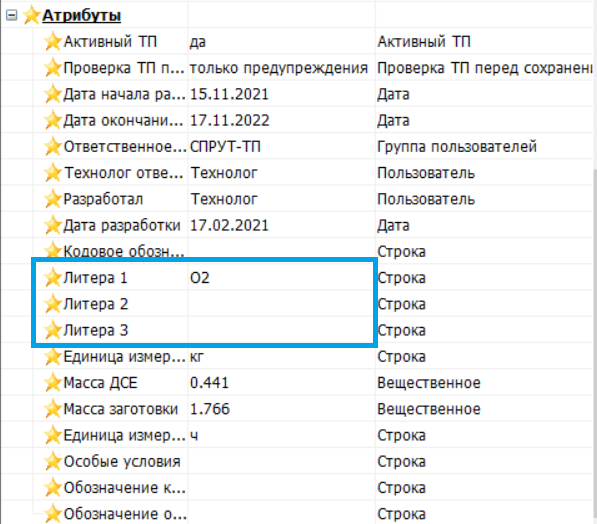
5.6. Поддержка литер
В систему введена функция поддержки литер.
При входе в поля «Литера» шапки документа данные из таблицы, показываются на контекстной закладке «Литеры».
Значения поля «Литера» сохраняются в атрибуты комплекта документов. При сравнении активных и архивных копий происходит теперь проверка литер документов.

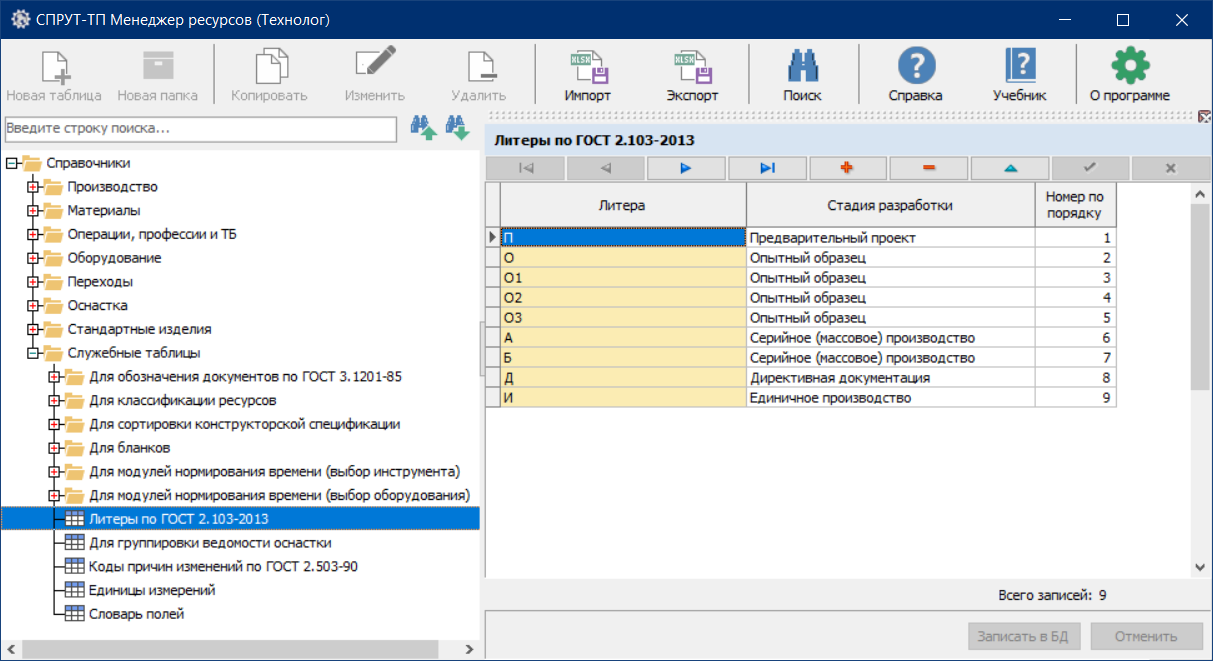
Для обеспечения работы функции в Менеджер ресурсов добавлена таблица «Литеры по ГОСТ 2.103-2013». В таблицу внесены литеры, которые могут быть проставлены в документах.
5.7. Множественный выбор ДСЕ в документы
Функция позволяет добавить в документы сразу несколько строк с ДСЕ.
Функция работает в окне «Выбор объектов» при заполнении документов:
- Портфель заказов.
- Состав заказа.
- Конструкторская спецификация.
- Применяемость извещения.
Открыть окно «Выбор объектов» можно по нажатию на кнопку «Добавить ДСЕ…».
В Конструкторской спецификации автоматически создаются разделы для выбранных ДСЕ, если они ранее не были добавлены в документ.
5.8. Расширение списка документов, назначаемых на операцию
Добавлена возможность включать в комплект документов любые пользовательские документы с привязкой их к операциям в виде множественного документа.
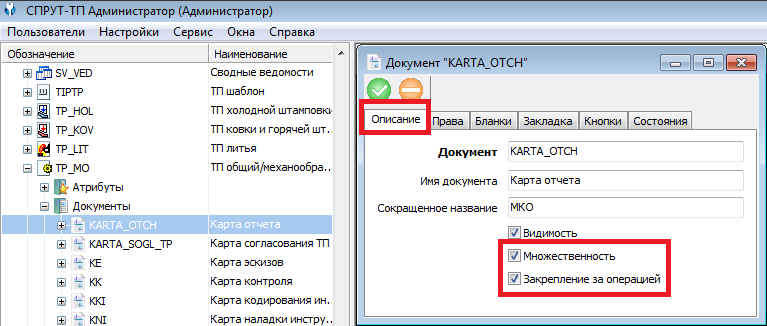
Множественным называется документ, на закладке которого можно создать несколько экземпляров документа.
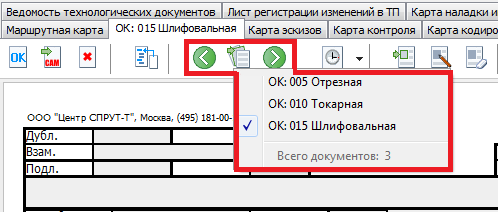
Ранее к операциям можно было привязывать только предопределенные множественные документы: ОК, КЭ, КК.
Настройка назначения на операцию выполняется в СПРУТ-ТП Администратор в окне документа на закладке «Описание».
5.9. Изменение привязки/закрепление документов к операции
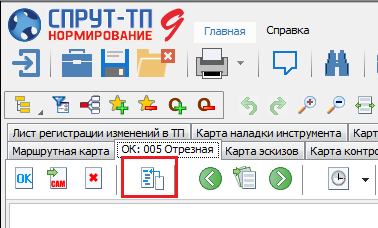
Добавлена возможность привязать множественный документ к любой операции.
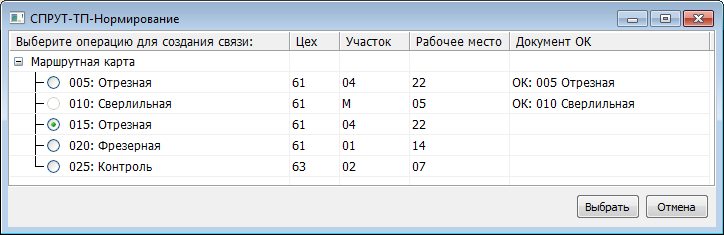
Для вызова функции на панели инструментов документа добавлена кнопка «Закрепить документ за операцией…».
В окне нужно выбрать операцию для создания связи. Операция, к которой документ уже привязан в данный момент, недоступна для выбора.
5.10. Новый способ заполнения конструкторской спецификации
Для заполнения разделов «Стандартные изделия» и «Материалы» в документе «Конструкторская спецификация» введена контекстная закладка.
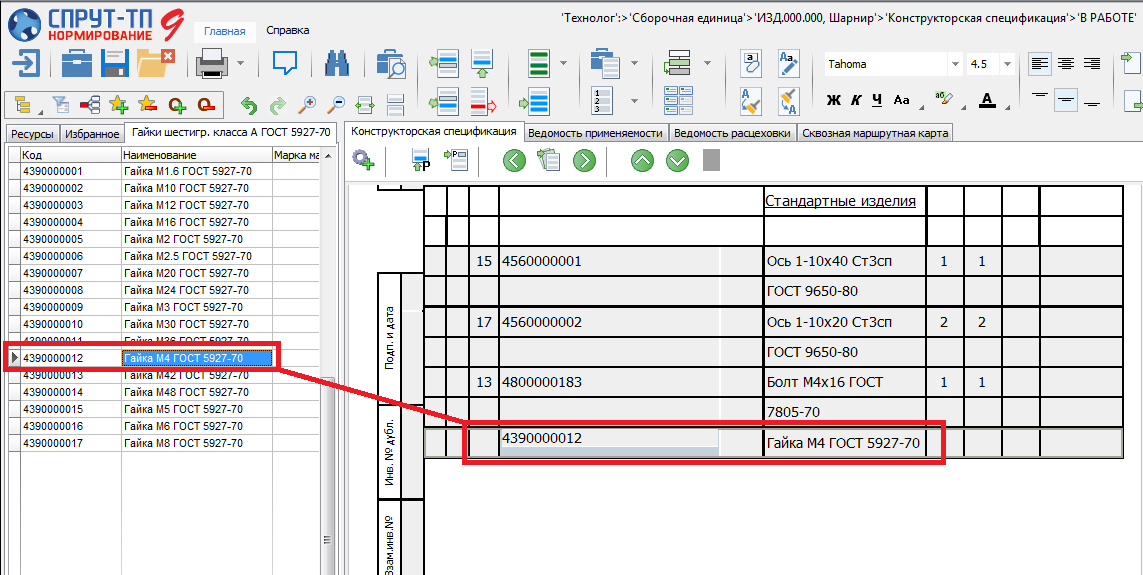
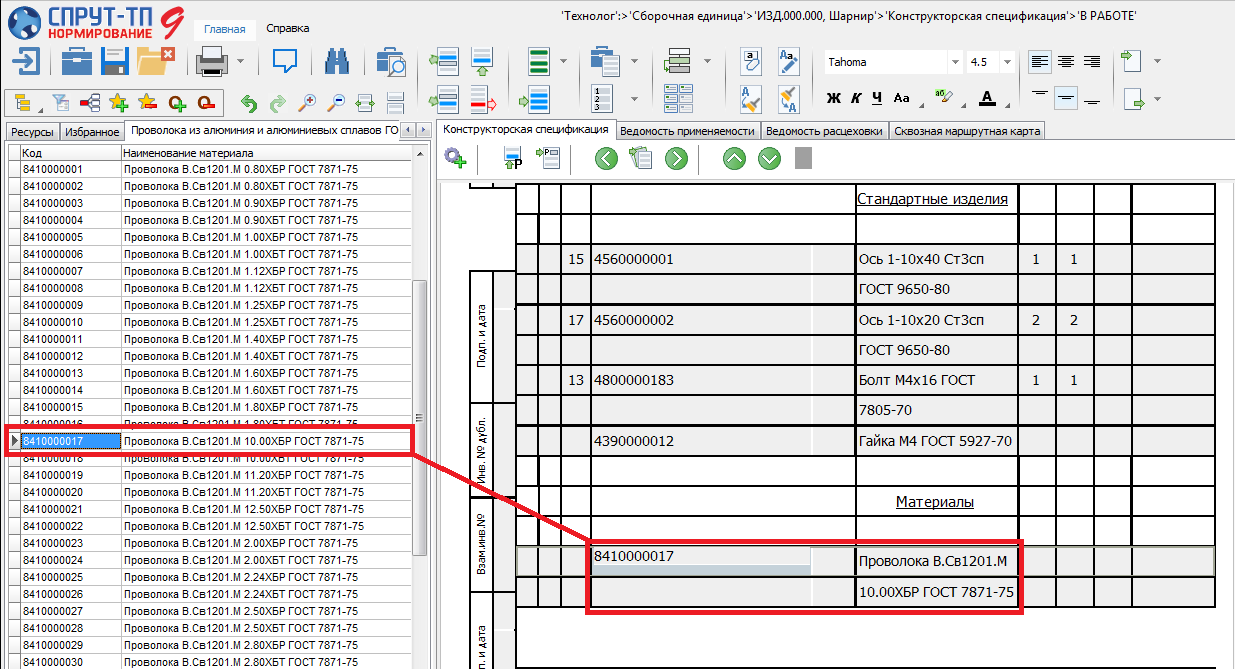
После добавления новой строки спецификации и входа в поле «Обозначение» или «Наименование» появляется контекстная закладка «Группы стандартных изделий» или «Группы материалов».
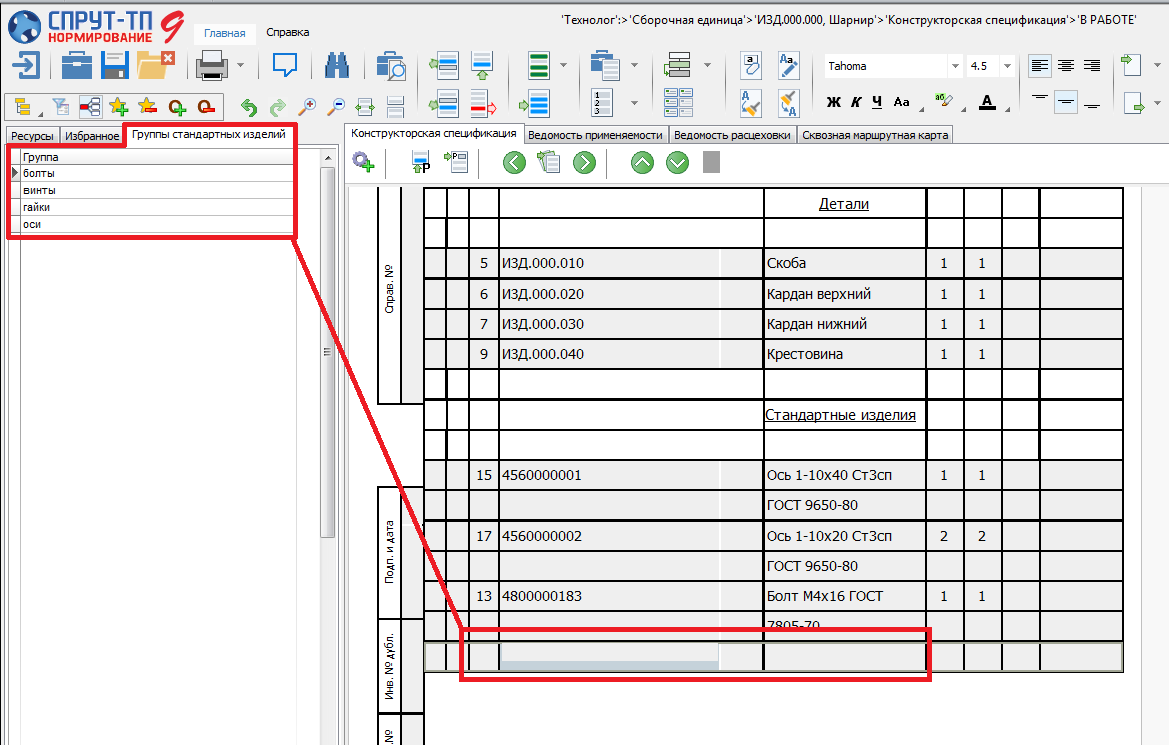
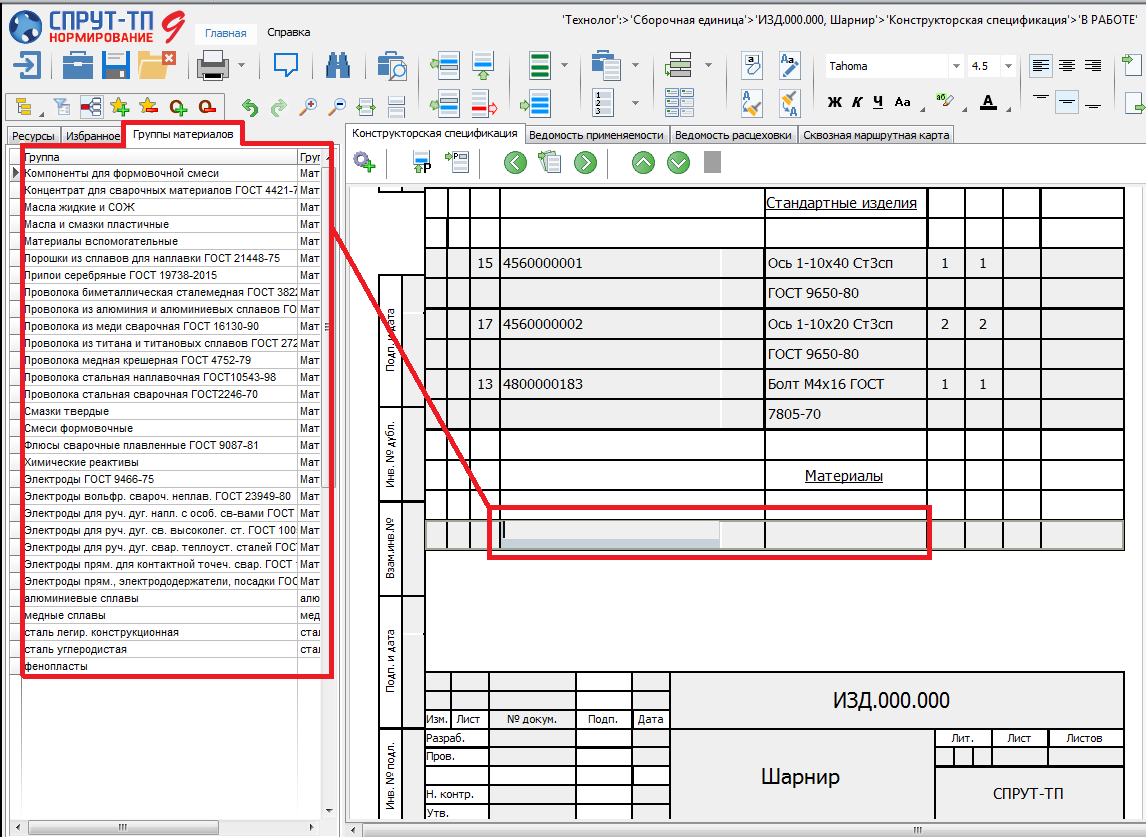
На контекстной закладке выбирается группа, затем выбирается стандартное изделие или материал. В строку спецификации заносятся код и наименование.
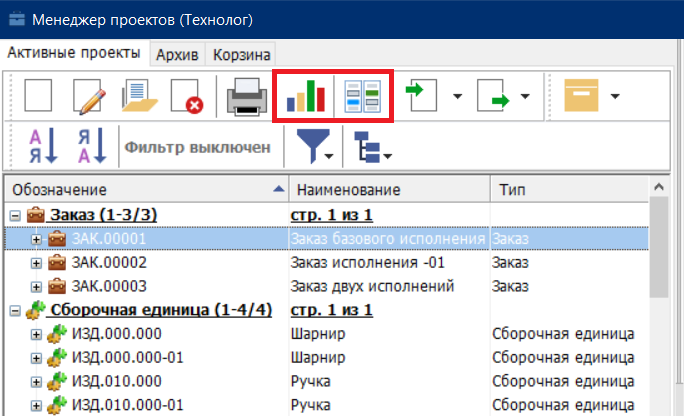
В Менеджере проектов появились новые функции для работы с заказами и ДСЕ. Часть функций перенесена из главной панели разработки ТП на панель Менеджера проектов.
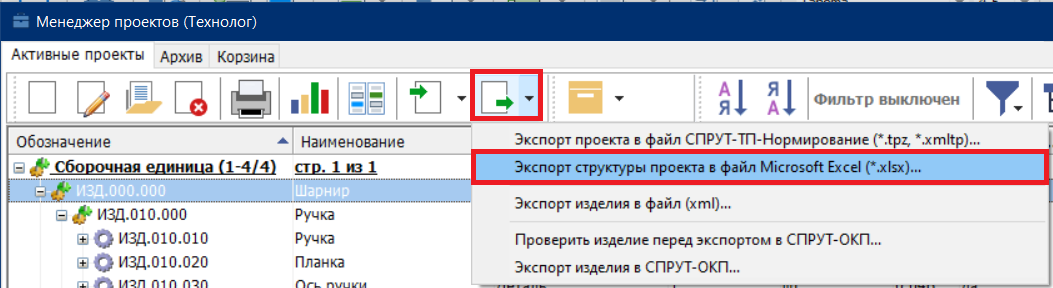
6.1. Экспорт дерева Менеджера проектов в Excel
Добавлена возможность выгружать дерево изделия/сборочной единицы в Excel.
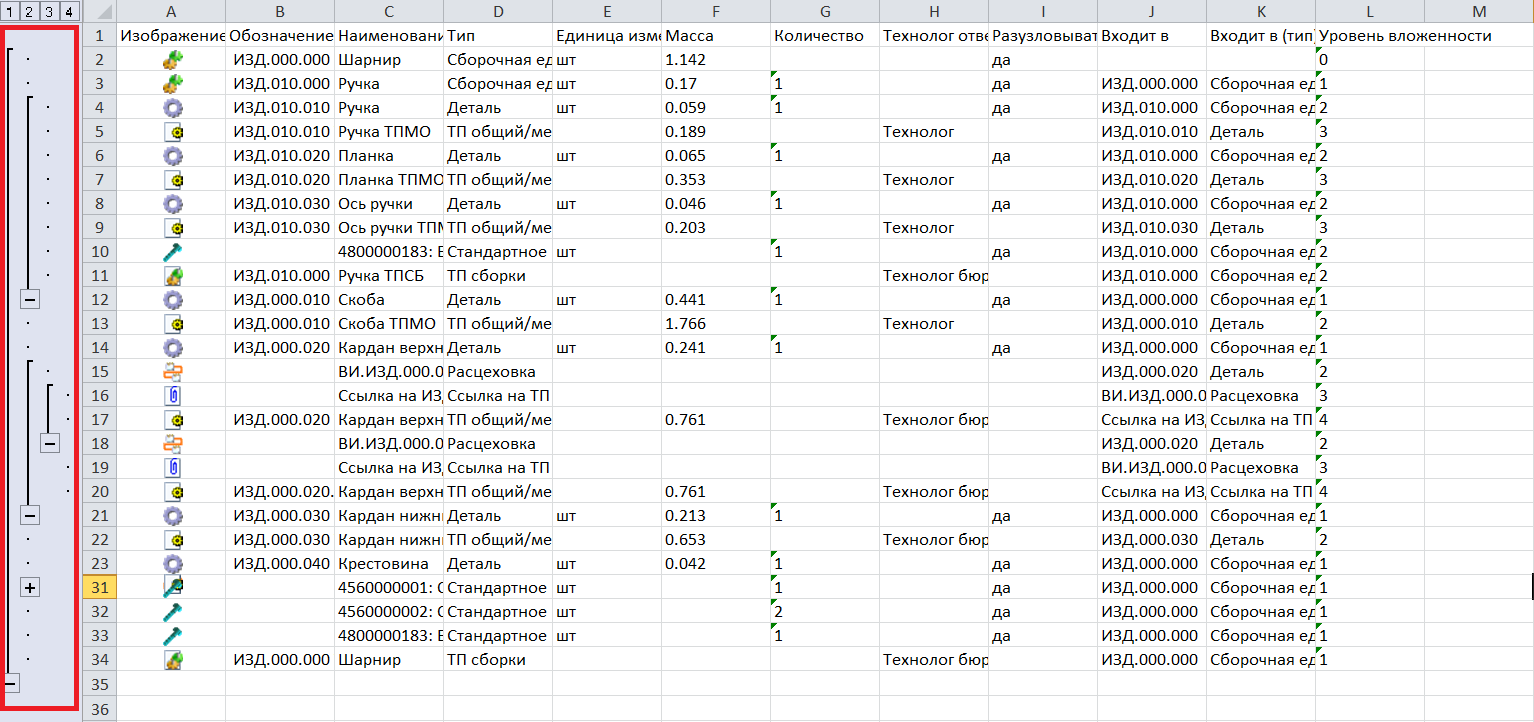
В файл выгружаются все столбцы, видимые в Менеджере проектов. Видимость столбцов настраивается.
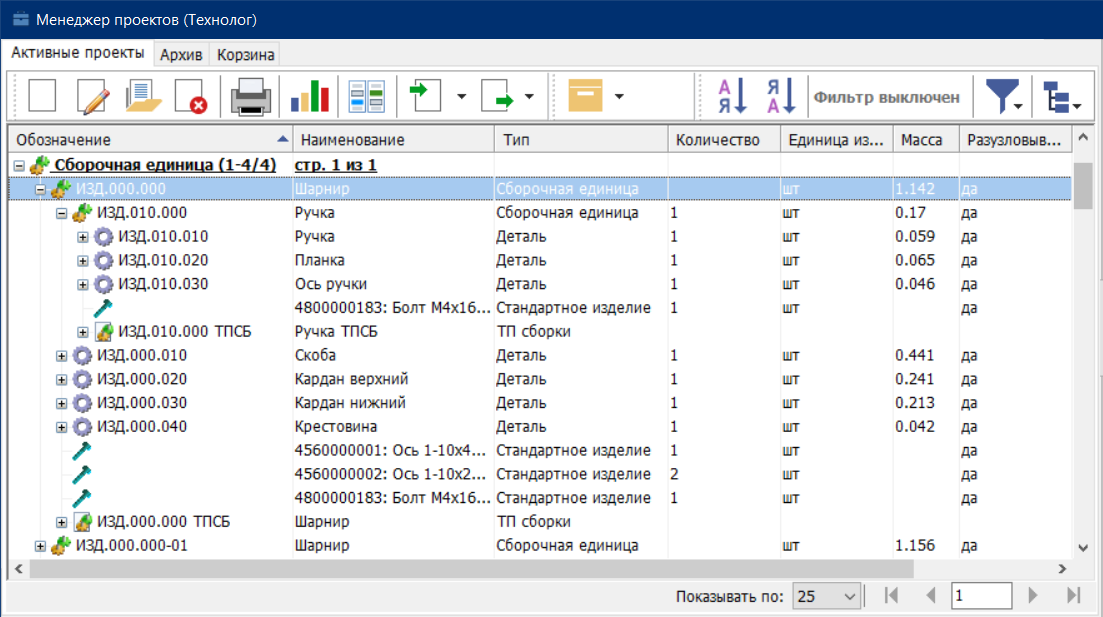
В Excel файле выгружается структурированный список.
6.2. Папка для PDF-копий документов
На закладке «Файлы» появилась постоянная папка для хранения PDF копий документов комплекта ТП
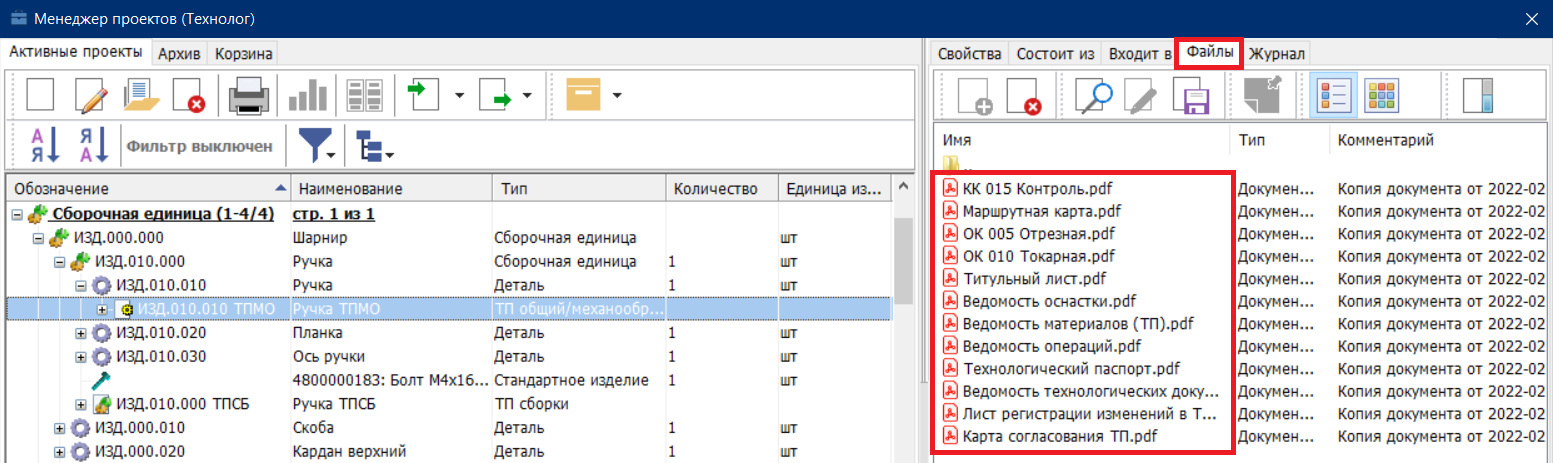
PDF копии попадаютв папку при сохранении документов или при переводе документов в конечное состояние.
6.3. Перенос всех функций экспорта/импорта
Функции импорта и экспорта из главной панели разработки ТП перенесены на панель инструментов Менеджера проектов.
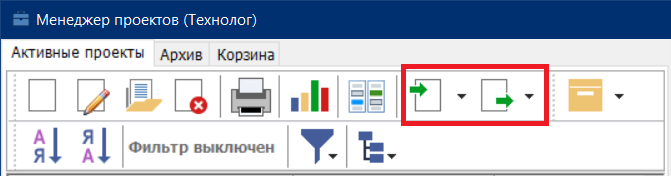
Это позволит загружать и выгружать объекты в окне Менеджера проектов.
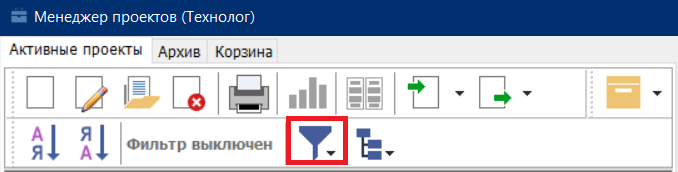
6.4. Расширение возможностей поиска
В Менеджере проектов расширен поиск объектов и комплектов документов. Вызвать поиск можно по нажатию на кнопку «Фильтр по свойствам» на панели Менеджера ресурсов.
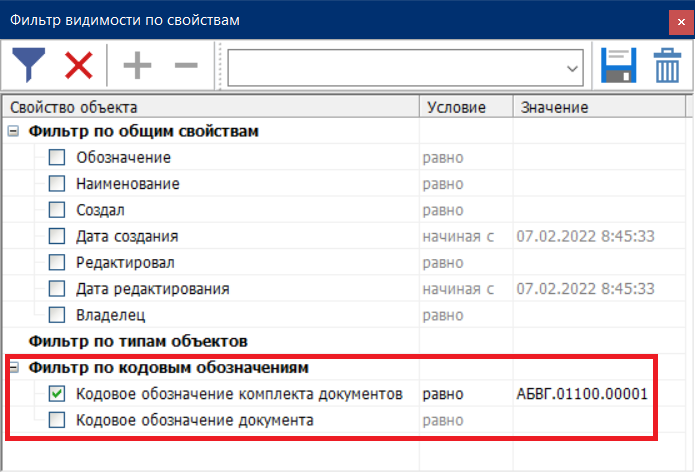
Поиск по кодовому обозначению
Если комплектам документов или документам присвоены кодовые обозначения, их можно использовать для поиска. В окне «Фильтр видимости по свойствам» появился раздел «Фильтр по кодовым обозначениям».
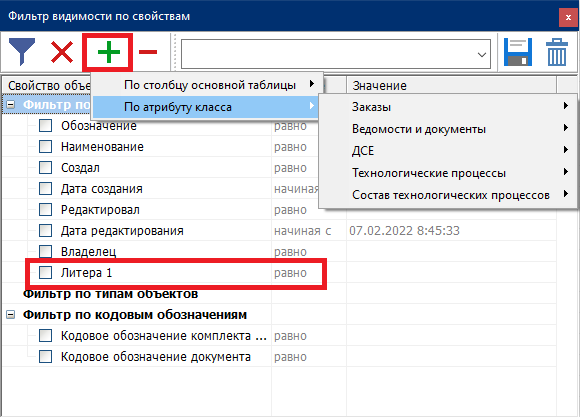
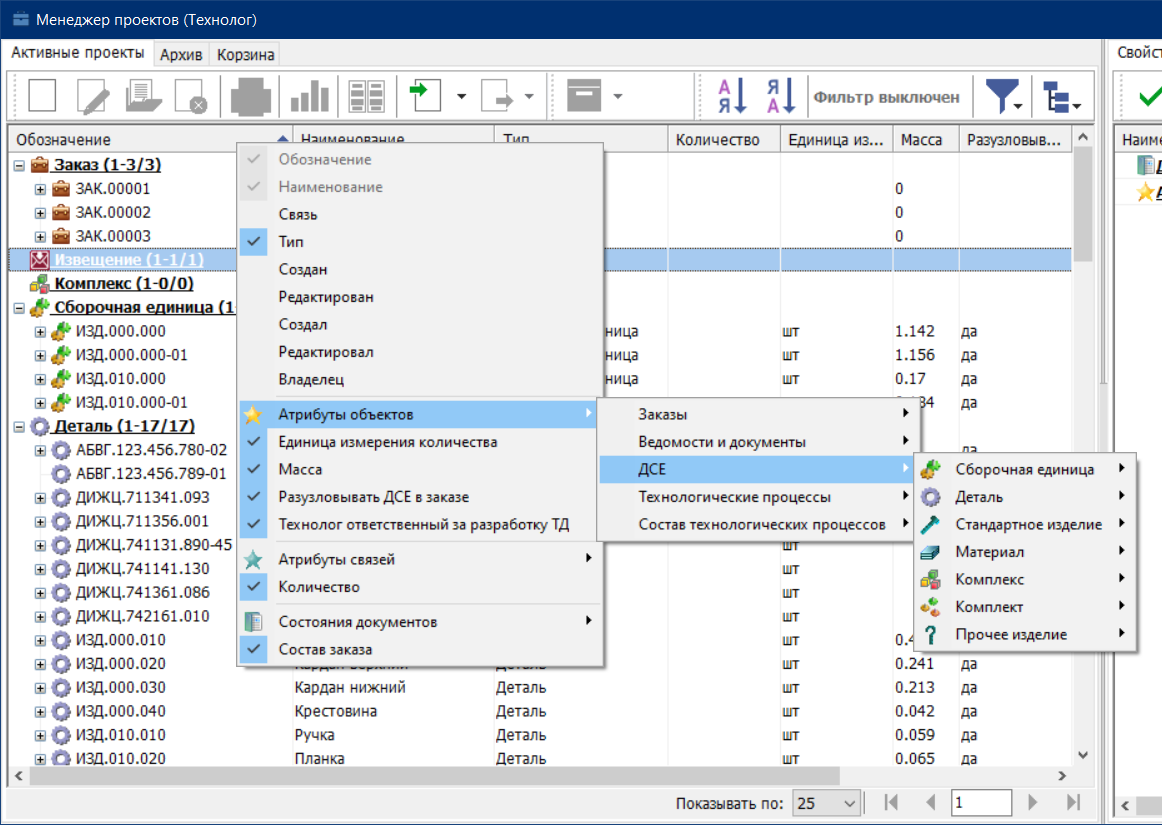
Поиск по атрибутам
В фильтр по общим свойствам можно добавить любой атрибут. Для этого нужно поставить курсор на строку «Фильтр по общим свойствам» и нажать на кнопку «Добавить условие фильтрации». Затем необходимо выбрать атрибут класса. Атрибут будет добавлен в список атрибутов для поиска.
6.5. Сортировка по любому атрибуту
Сортировка строк в Менеджере проектов возможна по любому атрибуту.
Атрибут нужно вынести в столбец Менеджера проектов.
В Менеджер проектов добавлены 200 шаблонов технологических процессов на различные виды ТП. Шаблоны – это образцы технологических процессов, которые могут быть использованы при проектировании новых ТП. Шаблоны сгруппированы в папки:
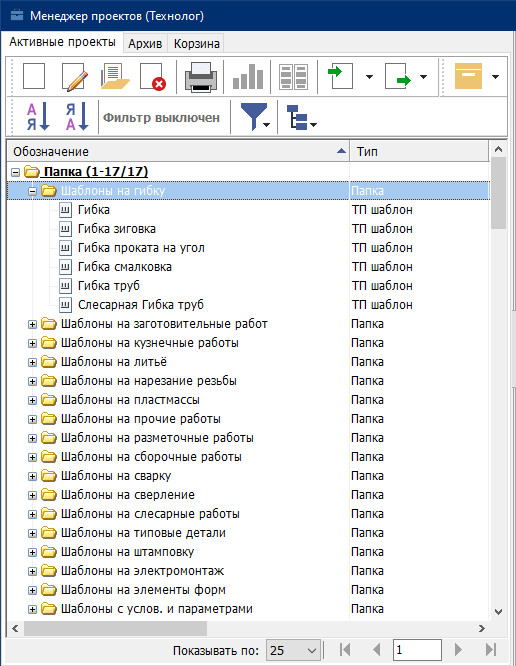
Шаблоны получены при помощи модулей проектирования и нормирования операций СПРУТ-ТП-Нормирование по соответствующим технологическим справочникам. В шаблонах содержатся строки с наименованием операций, текстами переходов и нормами времени.
Список шаблонов в системе:
- G 2 внутр. + калибровать
- G 3/8 внутр.
- G1/8 наруж.
- G7/8 наруж. + калибровать
- S105 внутр. + калибровать
- S45 наруж. + калибровать
- S60 наруж.
- S90 внутр.
- Tr45 внутр. + калибровать
- Tr70 внутр.
- Tr75 наруж.
- Tr90 наруж. + калибровать
- Автоматическая сварка 1
- Автоматическая сварка 2
- Автоматическая сварка H1
- Автоматическая сварка С18
- Автоматическая сварка С21
- Автоматическая сварка С32
- Автоматическая сварка С40
- Автоматическая сварка Т1
- Автоматическая сварка Т4
- Автоматическая сварка Т5
- Автоматическая сварка Т7
- Автоматическая сварка Т8
- Автоматическая сварка У1
- Автоматическая сварка У3
- Автоматическая сварка У5
- Автоматическая сварка У7
- Автоматическая сварка тр. С18
- Аргонодуговая сварка
- Вал 2 ступени
- Вал 3 ступени
- Вал 4 ступени
- Вал 5 ступеней
- Втулка гладкая
- Втулка с буртом
- Газовая листовая сварка
- Газовая наплавка отверстий
- Газовая резка
- Газовая сварка труб
- Гайка
- Гибка
- Гибка зиговка
- Гибка проката на угол
- Гибка смалковка
- Гибка труб
- Дополнительные операции
- Дуг. сварка в среде защ. газов 1
- Дуг. сварка в среде защ. газов 2
- Дуг. сварка в среде защ. газов 3
- Заготовительные работы
- Заготовительные работы 1
- Заготовительные работы 2
- Заготовительные работы 3
- Заливка металла в формы
- Заливка стали
- Заливка чугуна
- Заливка чугуна в форму
- Ковка Раскатка колец
- Ковка на молотах
- Ковка скобы
- Контактная сварка
- Контактная сварка панели
- Контактная сварка цилиндра
- Контроль ОТК
- Контроль внутриоперационный
- Конус, шпоночный паз призматичес
- Кузнечная (ковка вала)
- Кузнечная (ковка диска)
- Кузнечные работы
- Лакокрасочные работы
- Ленточные пилы
- Литье в кокиль
- Литье по выплавляемым моделям
- Литье под давлением
- Литье под низким давлением
- Литье центробежное
- М20 внутр. одним зах.
- М20 внутр. плашкой одним зах.
- М20 внутр. тремя зах.
- М30 наруж. одним зах.
- М30 наруж. плашкой одним зах.
- М30 наруж. тремя зах.
- Отрезная
- Очистно-обрубные работы
- Палец
- Пилоотрезная
- Плавка металла
- Плавка стали
- Плавка чугуна
- Пластмассы. Пример 1
- Пластмассы. Пример 2
- Пластмассы. Пример 3
- Пластмассы. Пример 4
- Пластмассы. Пример 5
- Пластмассы. Пример 6
- Пластмассы. Пример 7
- Плоскость открытая, закрытая
- Плоскость открытая, контур
- Плоскость открытая, радиус
- Разметочные работы
- Разметочные работы (Корпус)
- Разметочные работы (Фланец)
- Расточные работы
- Ручная дуговая сварка
- Ручная дуговая сварка труб
- Ручная дуговая сварка. Пример 1
- Ручная дуговая сварка. Пример 2
- Сборка входного вала
- Сборка перед сваркой
- Сборка перед сваркой диф.
- Сборка промежуточного вала
- Сборочные работы 1
- Сборочные работы 2
- Сборочные работы 3
- Сборочные работы 4
- Сварка
- Сварка стыковых швов авт. С7
- Сварка стыковых швов дуг. С8
- Сварка стыковых швов лист св. С8
- Сварка труб Tr1
- Сварка труб Tr2
- Сварка труб С2
- Сварка труб С47
- Сварка угловых швов авт. У5
- Сварка угловых швов дуг. У4
- Сварка угловых швов лист У4
- Сверл. глух. отв. 20 Н12
- Сверл. глух. отв. 20 Н12+зенков.
- Сверл. глух. отв. 20 Н14
- Сверл. глух. отв. 20 Н14+зенков.
- Сверл. глух. отв. 20 Н7
- Сверл. глух. отв. 20 Н9
- Сверл. глух. отв. 20 Н9+зенков.
- Сверл. глух. отв. 25 Н12+фаска
- Сверл. глух. отв. 25 Н14+фаска
- Сверл. глух. отв. 25 Н9+фаска
- Сверл. глух. отв. 30 Н12+галтель
- Сверл. глух. отв. 30 Н14+галтель
- Сверл. глух. отв. 30 Н7+галтель
- Сверл. глух. отв. 30 Н9+галтель
- Сверл. глух. отв. 45 Н12
- Сверл. глух. отв. 45 Н12+зенков.
- Сверл. глух. отв. 45 Н14
- Сверл. глух. отв. 45 Н14+зенков.
- Сверл. глух. отв. 45 Н7
- Сверл. глух. отв. 45 Н9
- Сверл. глух. отв. 45 Н9+зенков.
- Сверл. своз. отв. 20 Н12
- Сверл. своз. отв. 20 Н12+канавка
- Сверл. своз. отв. 20 Н14
- Сверл. своз. отв. 20 Н14+канавка
- Сверл. своз. отв. 20 Н7
- Сверл. своз. отв. 20 Н7+канавка
- Сверл. своз. отв. 20 Н9
- Сверл. своз. отв. 20 Н9+канавка
- Сверл. своз. отв. 50 Н12
- Сверл. своз. отв. 50 Н14
- Сверл. своз. отв. 50 Н7
- Сверл. своз. отв. 50 Н9
- Сверл. своз. отв. 55 Н12+канавка
- Сверл. своз. отв. 55 Н14+канавка
- Сверл. своз. отв. 55 Н7+канавка
- Сверл. своз. отв. 55 Н9+канавка
- Слесарная Гибка труб
- Слесарная Нарезание резьбы
- Слесарная. Опиливание поверхн.
- Слесарная. Отрезка детали
- Слесарно-инструментальные раб
- Слесарные работы
- Стержневые работы
- Стержневые работы вручную
- Стержневые работы шаблоном
- Торец, фаска, отверстие центрово
- Торец, цилиндр, торец
- Торец, цилиндр, фаска
- Транспортирование
- Формовочные работы
- Формовочные работы (мел.отл.)
- Формовочные работы (ср.отл.)
- Холодная штамповка
- Центробежное литье
- Цилиндр, шлицы
- Цилиндр, шпоночный паз призматич
- Шкив тип А
- Шкив тип Б
- Шкив тип В
- Шкив тип Г
- Шкив тип Д
- Штамповка на гидр.прессе
- Штамповка на мех.прессе
- Электромонтаж разделка кабеля
- Электромонтажные работы
- Электромонтажные работы (2)
- Электромонтажные работы (3)
- Электрошлаковая сварка
- Электрошлаковая сварка (2)
- Электрошлаковая сварка (3)
- Электроэрозионные работы
- Электроэрозионные работы (2)
В службе Расписание появились новые функции:
- диагностика баз данных;
- импорт по расписанию;
- отправка отчетов на электронную почту.
Диагностика состоит из:
- валидации базы данных;
- проверки резервных копий баз данных.
Функция импорта по расписанию загружает данные в базы данных СПРУТ-ТП-Нормирование. Отчеты о результате загрузки могут быть отправлены по электронной почте.
8.1. Отправка отчетов о выполнении задач с помощью Email
Добавлена функция отправки отчета выполнения задачи на электронную почту. Отчеты можно отправлять для всех типов задач.
Для отправки отчетов необходимо настроить электронную почту.

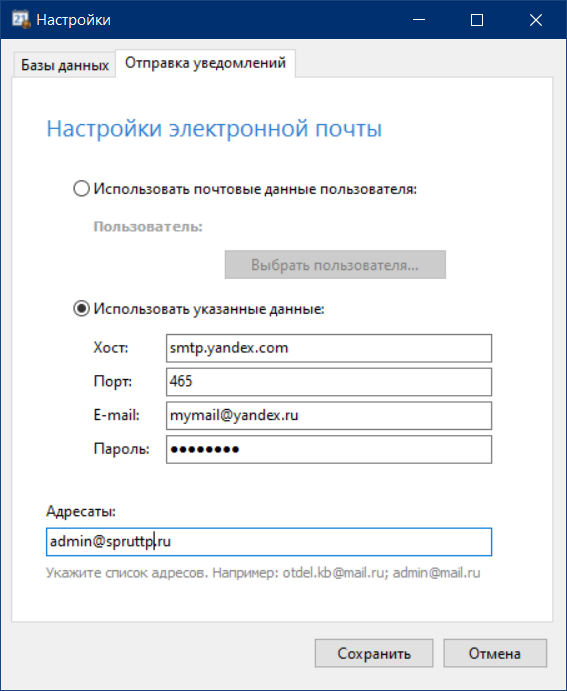
Отчеты отправляются адресатам, указанным в окне «Отправка уведомлений».
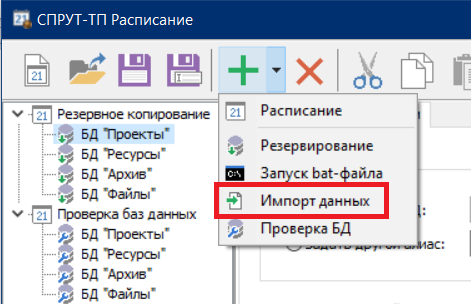
8.2. Автоматический импорт по расписанию
Для загрузки данных в СПРУТ-ТП-Нормирование добавлен новый тип задач – «Импорт данных».
Таким образом, реализована автоматическая загрузка данных из внешних систем. Базовый импорт осуществляется из:
- Microsoft Excel, Access;
- проекты из СПРУТ-ТП-Нормирование (сохраненные в формате TPZ);
- спецификации из SWE-PDM.
Реализовано подключение плагинов для загрузки данных из других систем/форматов.
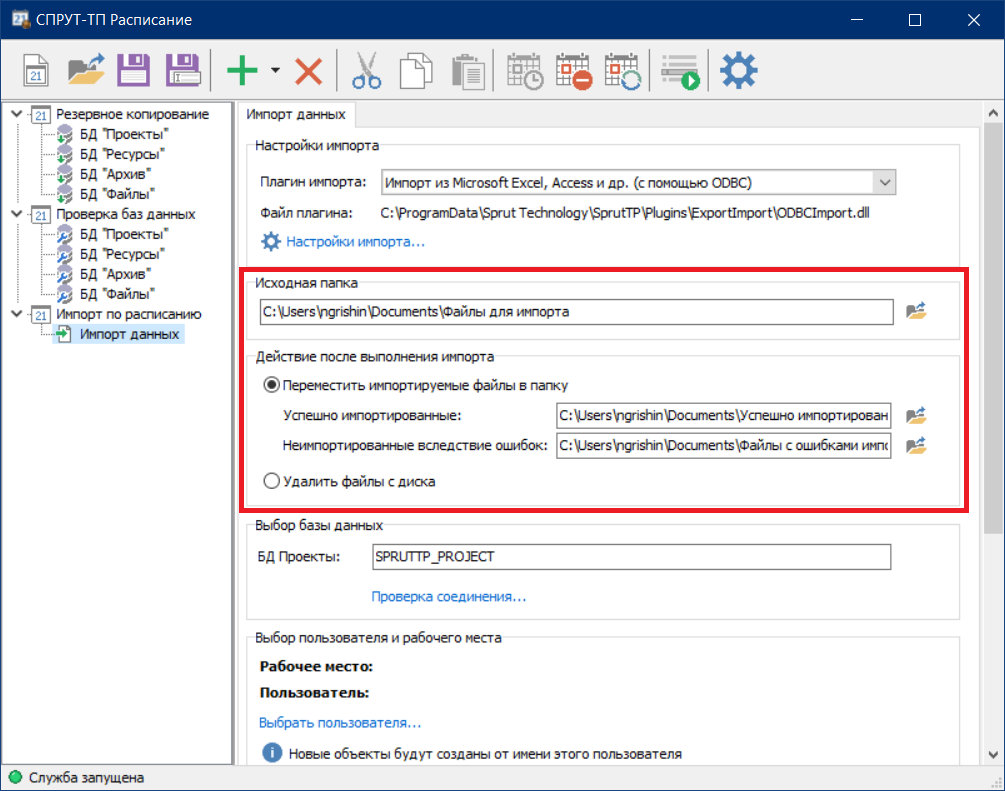
Для загрузки импортируемые файлы копируются в указанную папку. Система автоматически отслеживает появление новых файлов в папке и импортирует их. После импорта файлы могут быть:
- перенесены в папку для успешно импортированных файлов;
- перенесены в папку для не импортированных вследствие ошибок файлов;
- удалены с диска.
Формируется отчет о результате работы импорта и отправляется по Email (см. п. 8.1).
8.3. Контроль резервной копии
При резервировании базы данных появилась возможность включить проверку резервной копии. Это поможет вовремя диагностировать ошибки в базах данных СПРУТ-ТП-Нормирование.
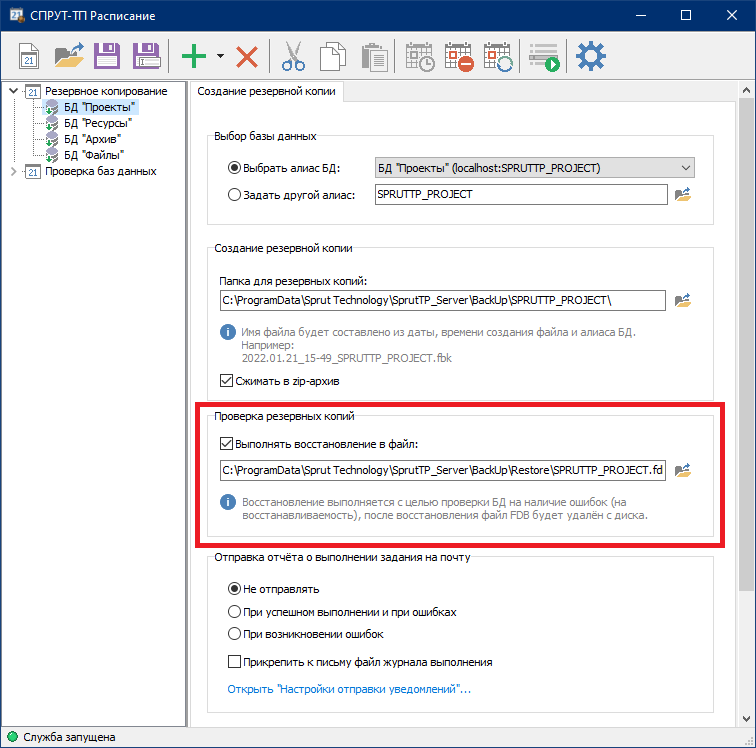
Резервная копия будет восстановлена в новый файл. Если восстановление прошло успешно, считается, что в базе данных нет ошибок в структуре. Если проверка показала наличие ошибок, необходимо обратиться к инструкции «Инструкция для администратора БД СПРУТ-ТП-Нормирование». После восстановления файл будет удален.
Рекомендуем включить проверку резервных копий, если она выключена.
8.4. Новый тип задачи — проверка БД
Для расписания доступен новый тип задачи – «Проверка БД».
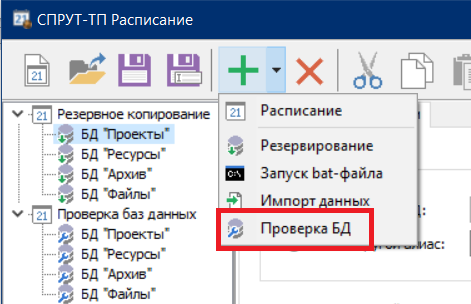
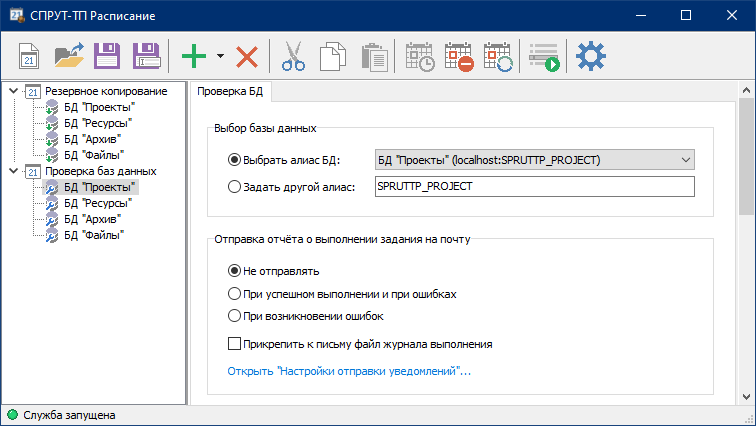
Функция предназначена для поддержания целостности базы данных. Проверка происходит по таблицам и индексам базы данных. Проверка не требует монопольного доступа к базе данных, поэтому может быть запущена в любое время.
Можно отправить отчет о процессе проверки БД и о его результатах. Если проверка показала наличие ошибок, необходимо обратиться к инструкции «Инструкция для администратора БД СПРУТ-ТП-Нормирование».
Рекомендуем включить проверку баз данных, если она выключена.
Добавлены 7 модулей проектирования и нормирования времени операций. Автоматизировано более 700 страниц справочников.
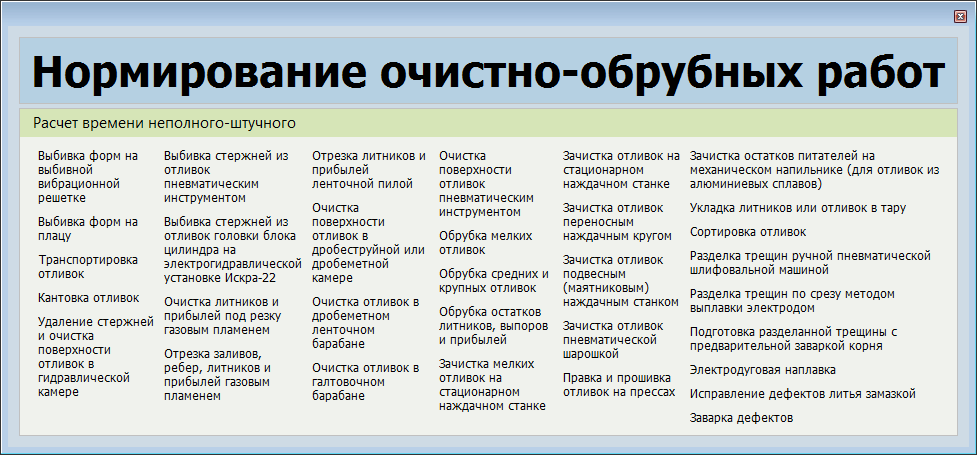
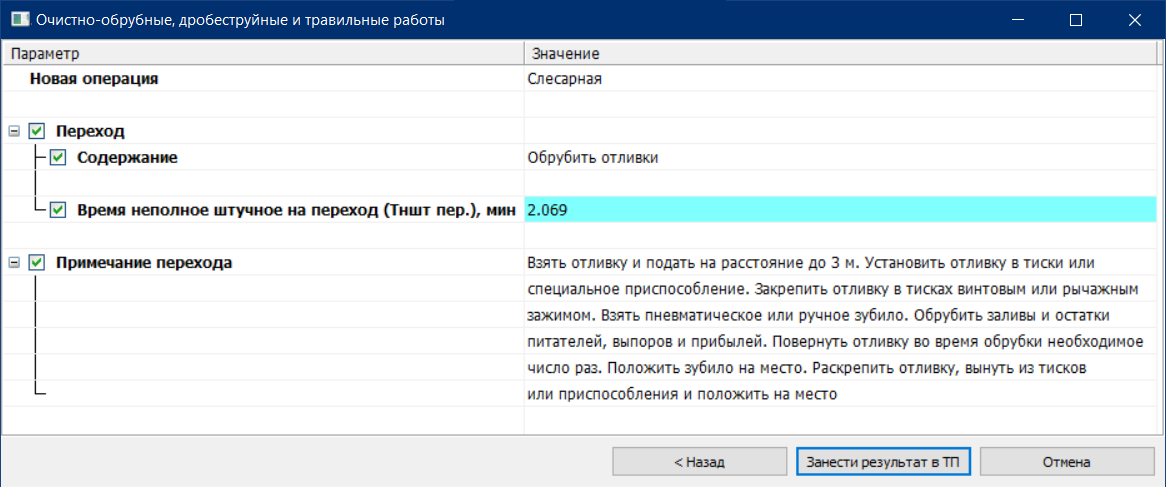
9.1. Очистно-обрубные работы
Модуль трудового нормирования «Очистно-обрубные работы» предназначен для автоматизированного расчета норм времени на выбивку форм и стержней, очистно-обрубные работы при производстве литья чугуна, углеродистых, низколегированных сталей и цветных металлов, исправление дефектов литья. Модуль «Очистно-обрубные работы» основан на сборнике «Общемашиностроительные нормативы времени на очистно-обрубные, дробеструйные и травильные работы», г. Москва, «Экономика», 1988г. для мелкосерийного и единичного производства
Результат работы модуля:
- Текст перехода;
- Содержание работ;
- Время штучное, Тшт.
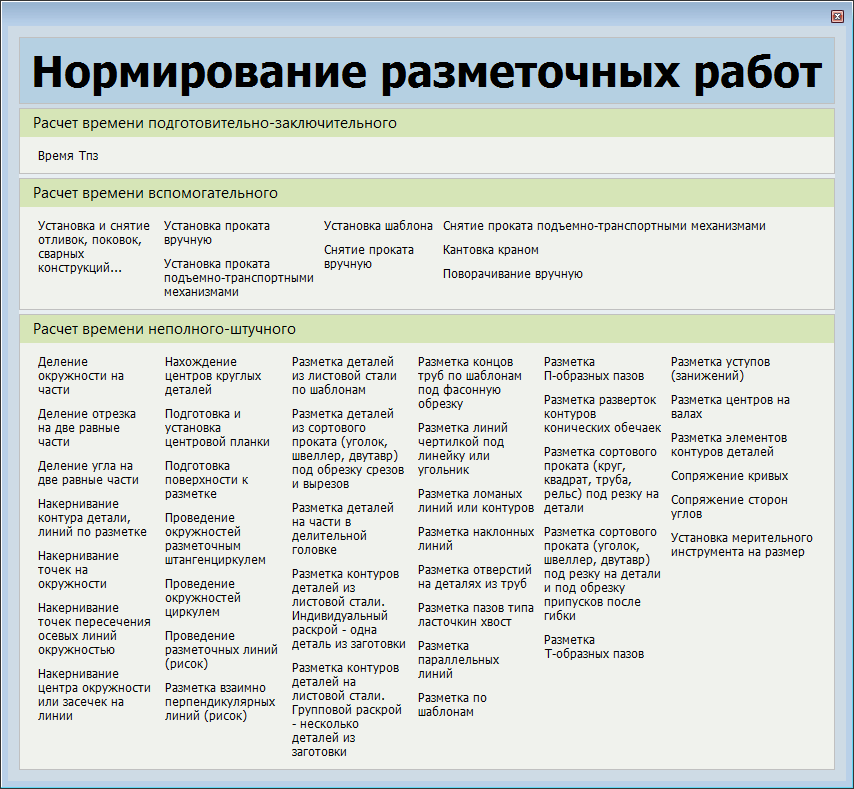
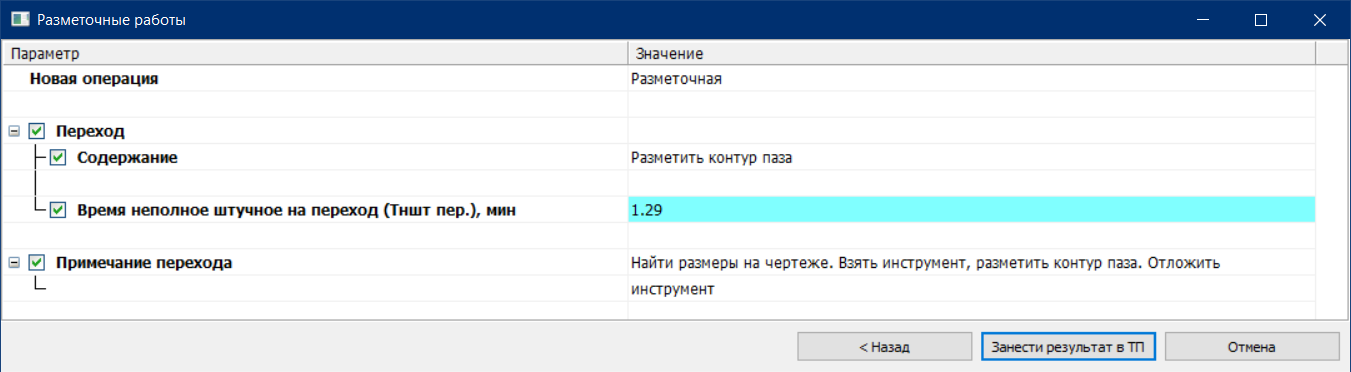
9.2. Разметочные работы
Модуль трудового нормирования «Разметочные работы» предназначен для автоматизированного расчета норм времени разметочных работ на машиностроительных предприятиях с единичным и мелкосерийным типом производства. Модуль «Разметочные работы» основан на сборнике «Общемашиностроительные нормативы времени на разметочные работы», г. Москва, 1991 г.
Результат работы модуля:
- Текст перехода;
- Содержание работ;
- Время подготовительно-заключительное, Тпз;
- Время штучное, Тшт.
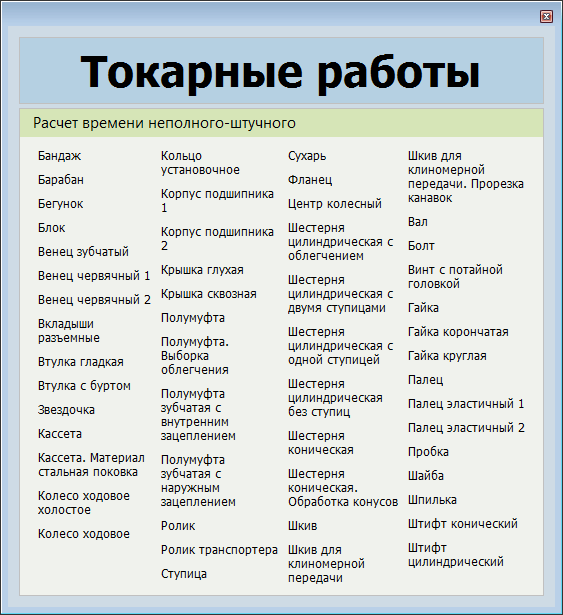
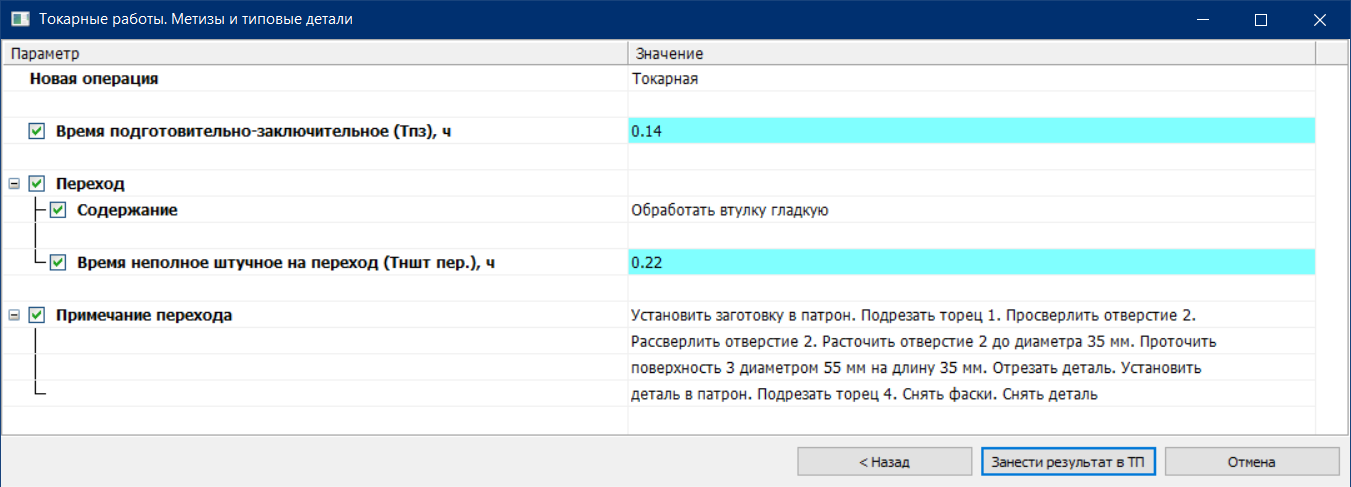
9.3. Токарные работы. Метизы и типовые детали
Модуль трудового нормирования «Токарные работы. Метизы и типовые детали» предназначен для автоматизированного расчета норм времени на токарных, токарно-карусельных станках в условиях единичного и мелкосерийного производства. Модуль «Токарные работы. Метизы и типовые детали» основан на сборнике «Типовые нормы времени на токарные работы(мелкосерийное и единичное производство)», Харьков, 1976 г.
Результат работы модуля:
- Текст перехода;
- Содержание работ;
- Время подготовительно-заключительное, Тпз;
- Время штучное, Тшт.
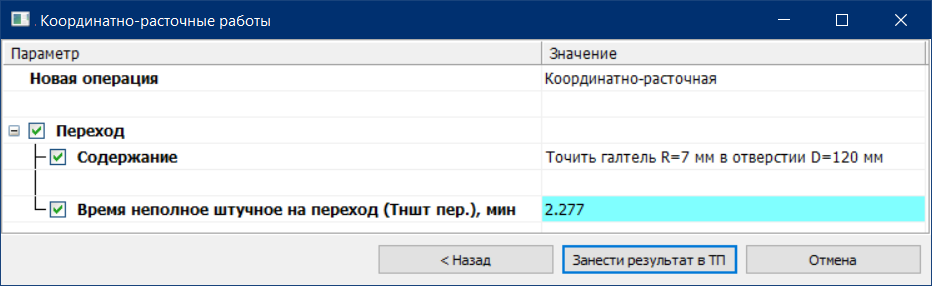
9.4. Координатно-расточные работы
Модуль трудового нормирования «Координатно-расточные работы» предназначен для автоматизированного расчета норм времени на координатно-расточных станках в условиях основных и инструментально-штамповых цехов машиностроительных предприятий с мелкосерийным и единичным типом производства. Модуль «Координатно-расточные работы» основан на сборнике «Общемашиностроительные укрупненные нормативы времени на работы, выполняемые на координатно-расточных станках», г. Москва, 1989 г.
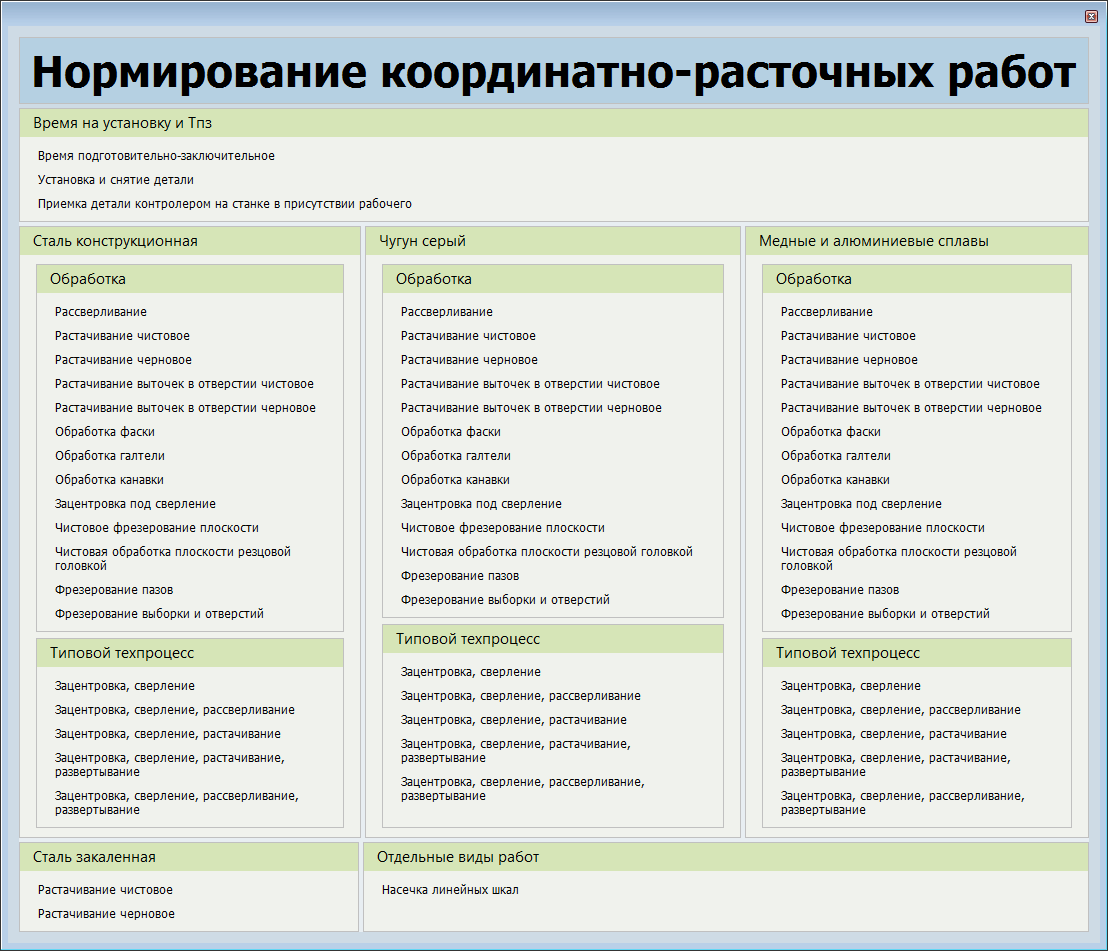
Результат работы модуля:
- Текст перехода;
- Время штучное, Тшт.
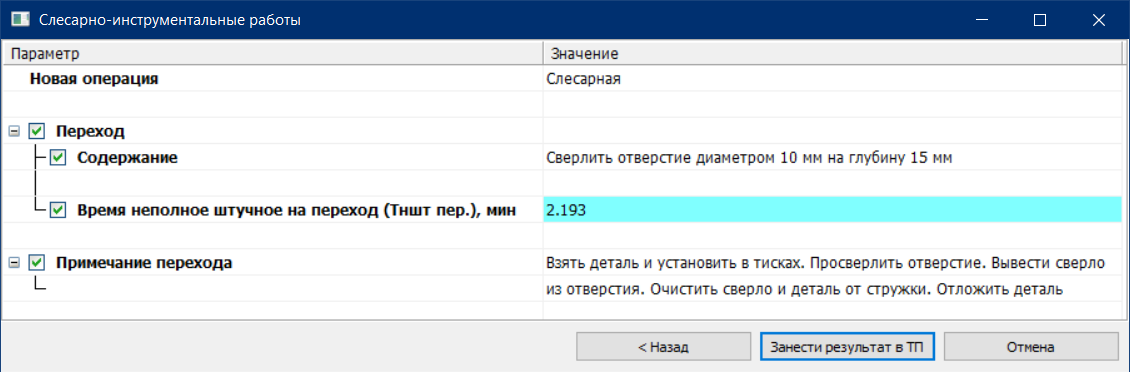
9.5. Слесарно-инструментальные работы
Модуль «Слесарно-инструментальные работы» предназначен для автоматизированного расчета норм времени слесарных работ в инструментальных цехах машиностроительных предприятий в условиях мелкосерийного и единичного типов производства. Модуль «Слесарно-инструментальные работы» основан на сборнике «Общемашиностроительные нормативы времени на слесарно-сборочные работы, выполняемые на станках и вручную». — М.: «Колос», 1981г.
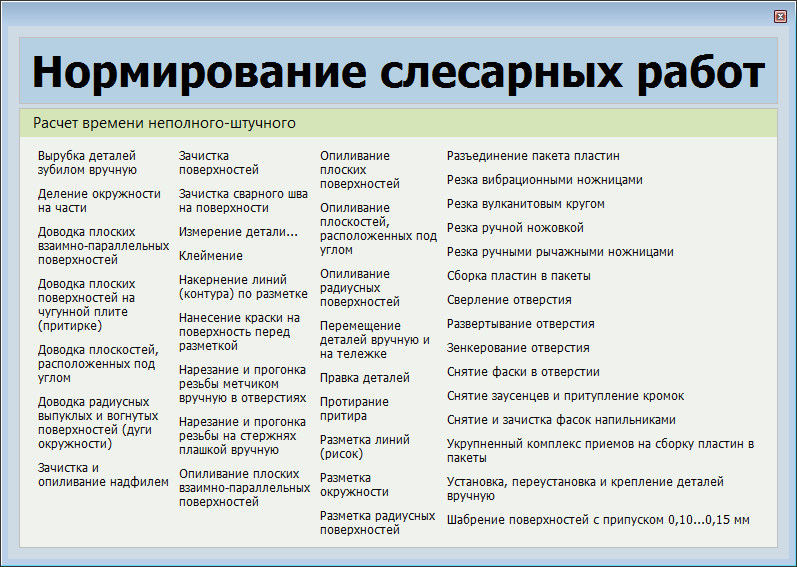
Результат работы модуля:
- Текст перехода;
- Содержание работ;
- Время штучное, Тшт.
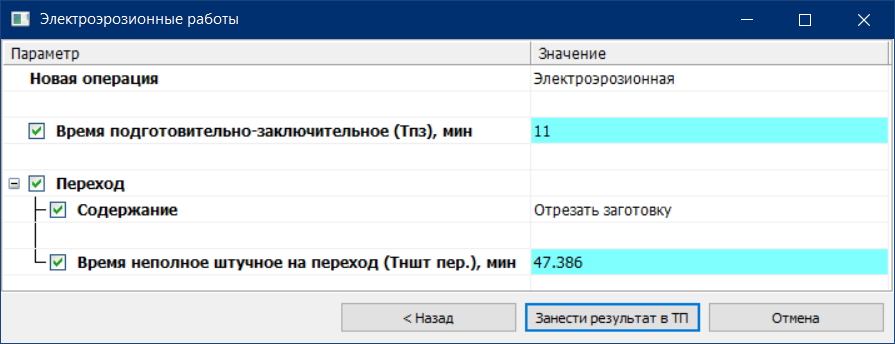
9.6. Электроэрозионные работы
Модуль «Электроэрозионные работы» предназначен для автоматизированного расчета технически обоснованных норм времени на электрохимическую и электрофизическую обработку деталей, выполняемых на машиностроительных предприятиях в условиях мелкосерийного и единичного типов производства. Модуль «Электроэрозионные работы» основан на сборнике «Общемашиностроительные нормативы времени на электрохимическую и электрофизическую обработку деталей», Москва, Экономика, 1987г.
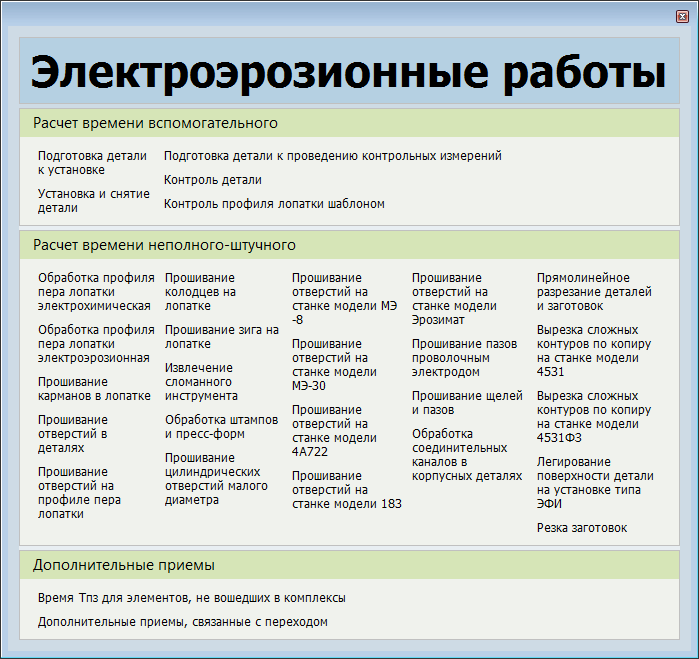
Результат работы модуля:
- Текст перехода;
- Время подготовительно-заключительное, Тпз;
- Время штучное, Тшт.
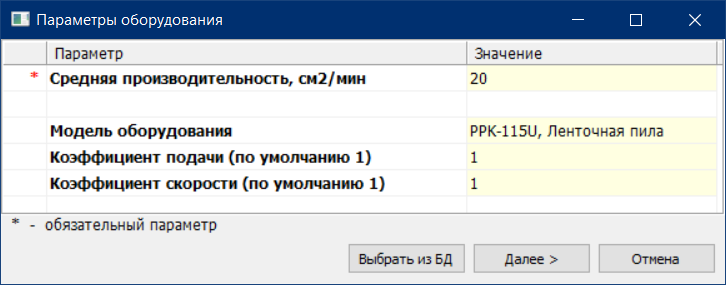
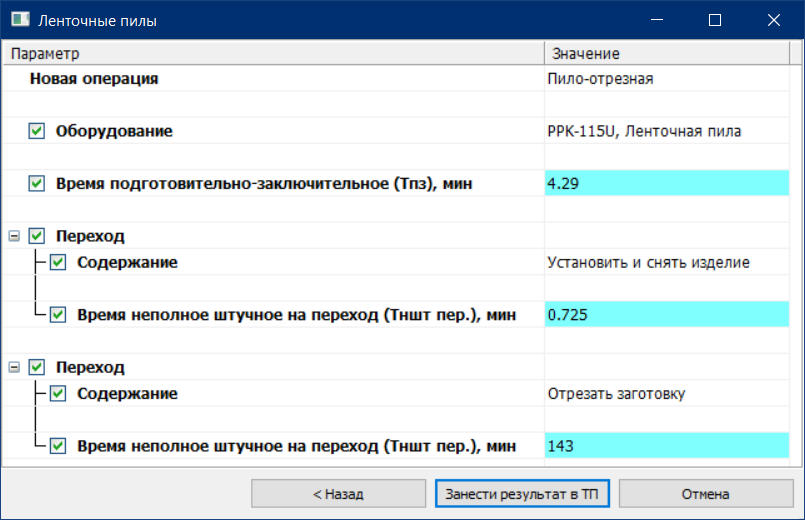
9.7. Ленточные пилы
Модуль «Ленточные пилы» предназначен для автоматизированного расчета норм времени на заготовительные работы на ленточных пилах. Модуль «Ленточные пилы» основан на сборнике «Общемашиностроительные нормативы времени на заготовительные работы по металлоконструкциям», г. Москва, НИИ труда, 1984г. и методике расчета норм времени на ленточных пилах.
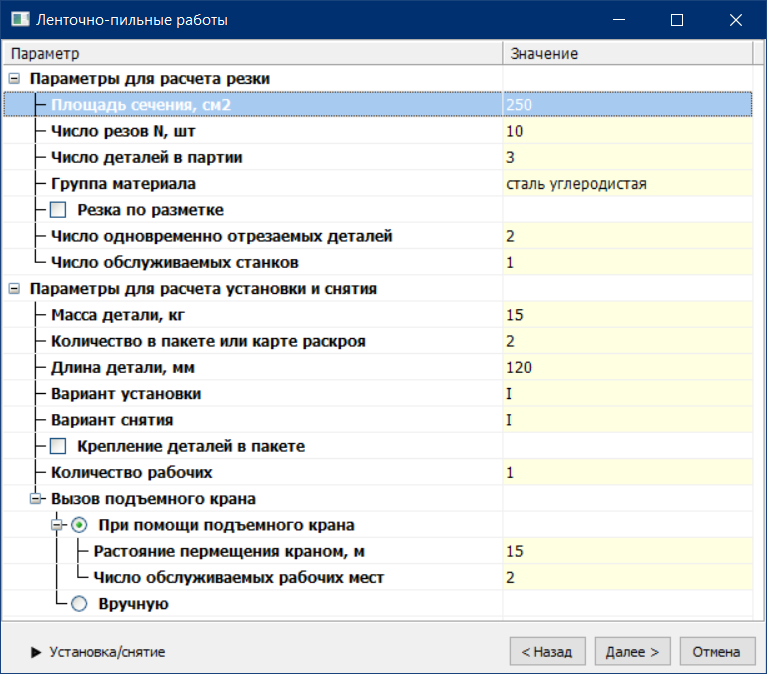
Результат работы модуля:
- Текст перехода;
- Содержание работ;
- Время подготовительно-заключительное, Тпз;
- Время штучное, Тшт.
Работа серверных функций СПРУТ-ТП-Нормирование была переведена на более современные механизмы UDR. Это позволило повысить производительность работы с базами данных и увеличить надежность системы.
Добавлены новые позиции в прайс –лист: 7 модулей нормированию времени
Небольшое повышение цен конфигураций системы «СПРУТ-ТП-Нормирование», ее модулей и услуг.
Скачайте полнофункциональную версию СПРУТ-ТП-Нормирование 10. Для скачивания необходима регистрация на нашем сайте.