Крюков С.С.,
Рубахина В.И.
СПРУТ-ОКП - ПОДНИМИТЕСЬ НА ПЯТЬ СТУПЕНЕЙ ПЛАНИРОВАНИЯ
Как перейти от годового плана к суточному?
Как связать номенклатурный план с оперативно-календарным?
Как ответить на вопросы снабжения: Что? Сколько? Когда?
Данная статья является продолжением цикла статей по планированию и управлению производством, опубликованных в номерах журнала: «РИТМ» №10 (98) 2014г. «Принятие решений на фактах или домыслах? СПРУТ-ОКП — как инструмент управления предприятием на основании достоверных фактов», № 3 (101) 2015г. «РИТМ» «Искусство планирования или как успеть в срок выполнить заказ», № 9 2015г. «РИТМ Машиностроения» «СПРУТ-ТП или как танцевать «от печки»? С чего начинается процесс автоматизации планирования и управления производством». В статье рассматриваются виды планов, реализованных в системе оперативно-календарного планирования и диспетчеризации производства СПРУТ-ОКП, и их взаимосвязь.
Реализуя систему управления предприятием, важно связать его структуру подразделений с функциональной моделью жизненного цикла изделия и обеспечить их информационное взаимодействие с помощью систем автоматизации (рис. 1).
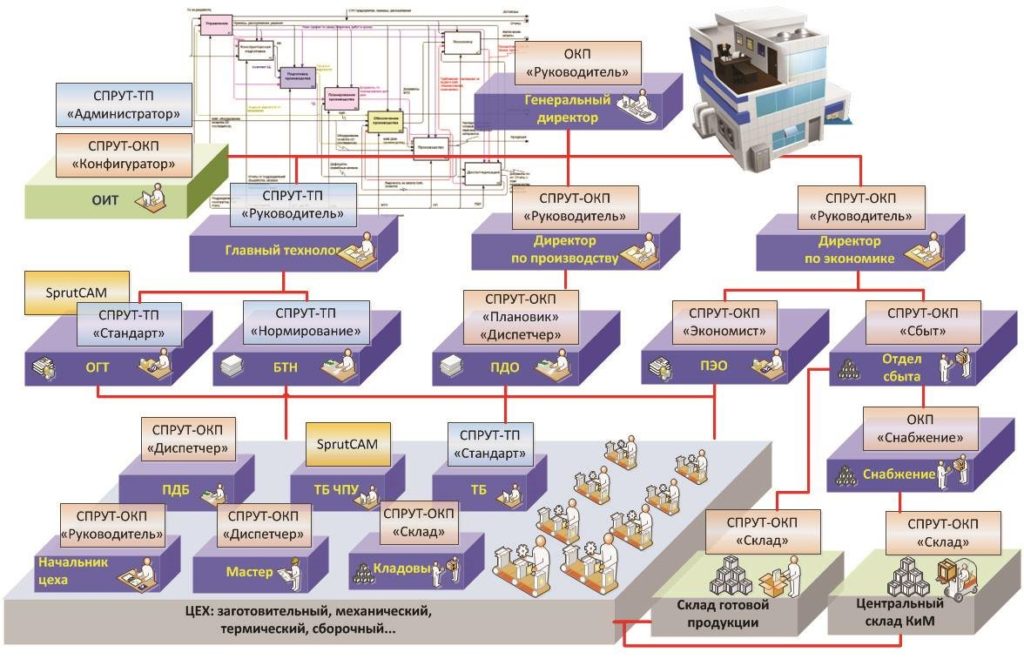
Рис.1 Производственно-технологическая структура предприятия с программными системами СПРУТ-ТП, -ОКП, SprutCAM
Обеспечение информационного взаимодействия должно прослеживать перетекание информации из одного подразделения в другое (см. «РИТМ Машиностроения» № 08 2015г. «Программное обеспечение для предприятий ВПК»). Это касается управления производством, в том числе планирования. Обычно на предприятиях существуют следующие виды планов: план производства годовой, квартальный, месячный; планы цехов (квартальный, месячный), краткосрочные — оперативный, «дефицитка». Как правило, эти планы объемно-номенклатурные, и не охватывают распределение операций по рабочим местам с расчетом даты и времени выполнения.
Особенность системы СПРУТ-ОКП в том, что обеспечивается сквозное планирование и взаимосвязь планов сбыта, производства (на всех уровнях) и снабжения (рис.2).
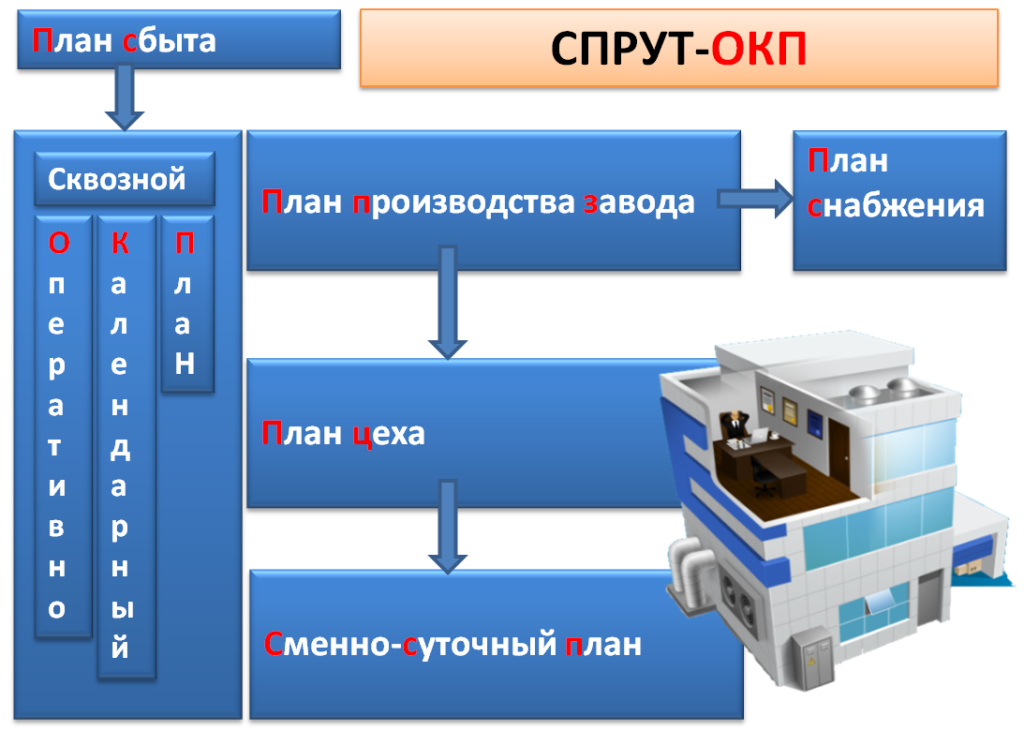
Рис. 2 Взаимосвязь планов в СПРУТ-ОКП
План сбыта
Процесс планирования на предприятии начинается с формирования плана сбыта, который состоит из прогноза продаж, а так же непрерывно пополняется текущими заказами (рис. 3). Коммерческий отдел согласует с заказчиком состав заказа, сроки и цену. Предварительное определение сроков ведется на основании технологических циклов, а цена рассчитывается по имеющимся нормативам (составу изделия, технологическим процессам, расценкам работ и текущим ценам на покупные материалы и комплектующие).
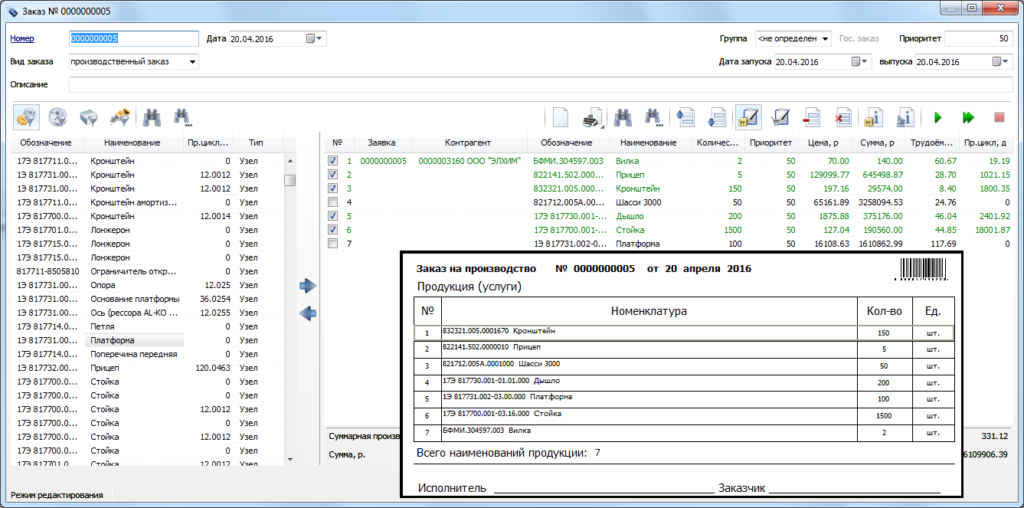
Рис. 3 План сбыта в СПРУТ-ОКП
Оперативно-календарный план производства
Отталкиваясь от запланированных дат отгрузки создается сквозной оперативно-календарный план производства (рис. 4). Основой для оперативно-календарного планирования является технологический процесс с указанием операций и рабочих мест их выполнения.
Система СПРУТ-ОКП на основе технологических маршрутов и трудоемкостей рассчитывает дату выполнения каждой технологической операции так, чтобы заказ был изготовлен к заданному сроку. Планирование выполняется на основе сквозного технологического маршрута с учетом всех задействованных рабочих мест во всех цехах.
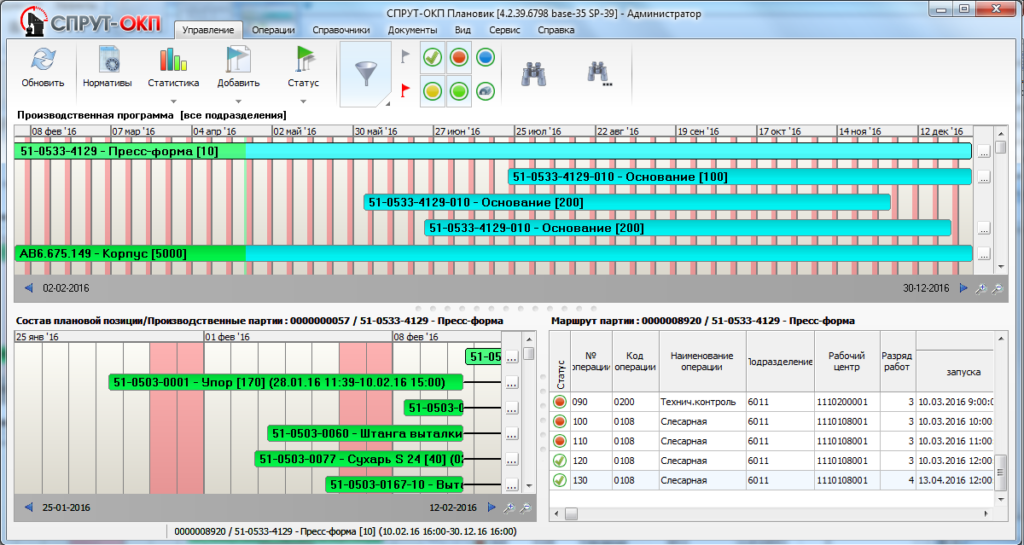
Рис. 4 Оперативно-календарный план производства
При большом объеме заказов в производстве возникает конкуренция на рабочих местах, что приводит к появлению очередей и «узких» мест, и, следовательно, к «вытягиванию» по времени исполнения заказов. Это влечет за собой срыв сроков, поэтому необходимо «расширять» узкие места. Для этого можно ввести дополнительные смены, организовать дополнительные рабочие места, перевести менее приоритетные заказы на другие плановые периоды, отдать работы на кооперацию или изготовить детали по альтернативному маршруту в обход узкого места. Если перечисленные меры не могут обеспечить сдачу заказа в срок, то на уровне плана сбыта нужно согласовать с заказчиком новую расчётную дату отгрузки.
Номенклатурный план завода на любые периоды (год, квартал, месяц) формируется автоматически на основе рассчитанного сквозного оперативно-календарного плана производства.
Производственный план-график цеха
На предыдущем этапе были произведены расчеты дат выполнения работ во всех цехах предприятия, поэтому список работ для цеха формируется автоматически. План цеха – это выборка работ и соответствующей номенклатуры, которую должен выпустить советующий цех в любом выбранном периоде: день, неделя, месяц, квартал, год и т.д.
Однако внутри этого плана плановик цеха (ПДБ цеха) может внести некоторые корректировки (рис. 5): сгруппировать однотипные работы, сместить сроки работ, но только так, чтобы не заступить за рассчитанную дату, когда соответствующие партии деталей/сборочных единиц должны быть отправлены в следующий по маршруту цех.
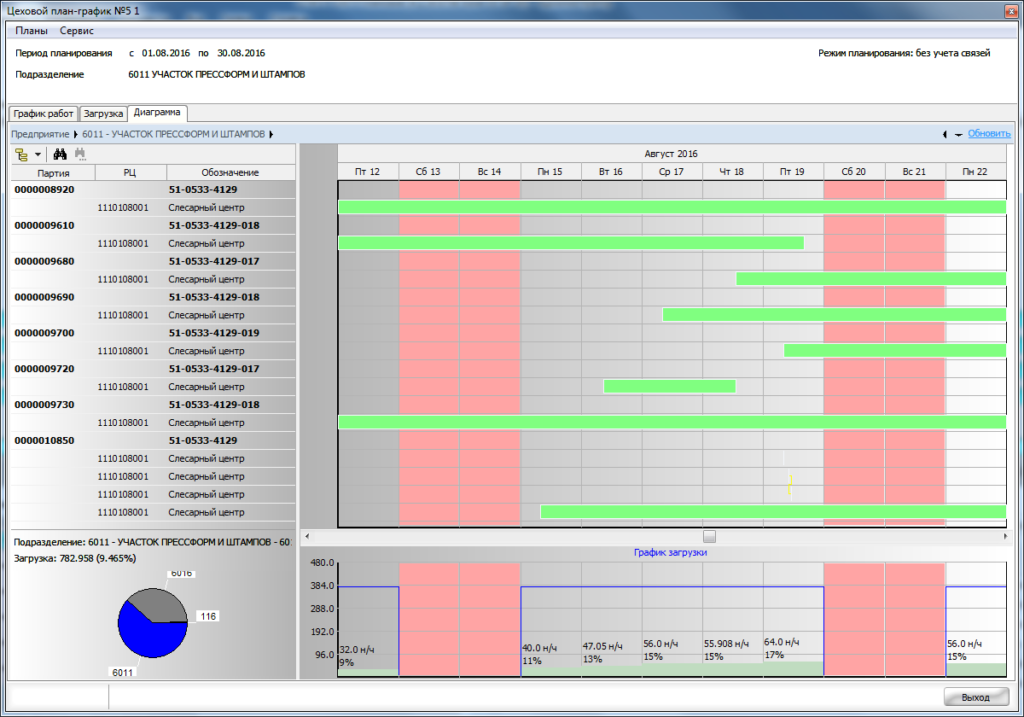
Рис. 5 Цеховой план-график
План снабжения
На этапе оперативно-календарного планирования рассматриваются операции, которые требуют расхода материалов, инструмента или покупных изделий (КиМ). Для своевременного обеспечения потребностей производства в КиМ отделом материально-технического снабжения требуется рассчитать план закупок: номенклатуру КиМ, количество), даты закупок/поставок.
В системе СПРУТ-ОКП отдел снабжения автоматически получает список необходимых для обеспечения производства товарно-материальных ценностей (ТМЦ) (рис. 6). Отталкиваясь от самой ранней даты запуска операций, расходующих однотипные ТМЦ, система рассчитывает соответствующие даты закупок. Интервал между датой потребности ТМЦ (поставкой на рабочее место) и датой закупки – это цикл поставки, который задается специалистом отдела снабжения на основании сроков поставки и сроков организации закупочной деятельности, в том числе с учетом проведения тендера.
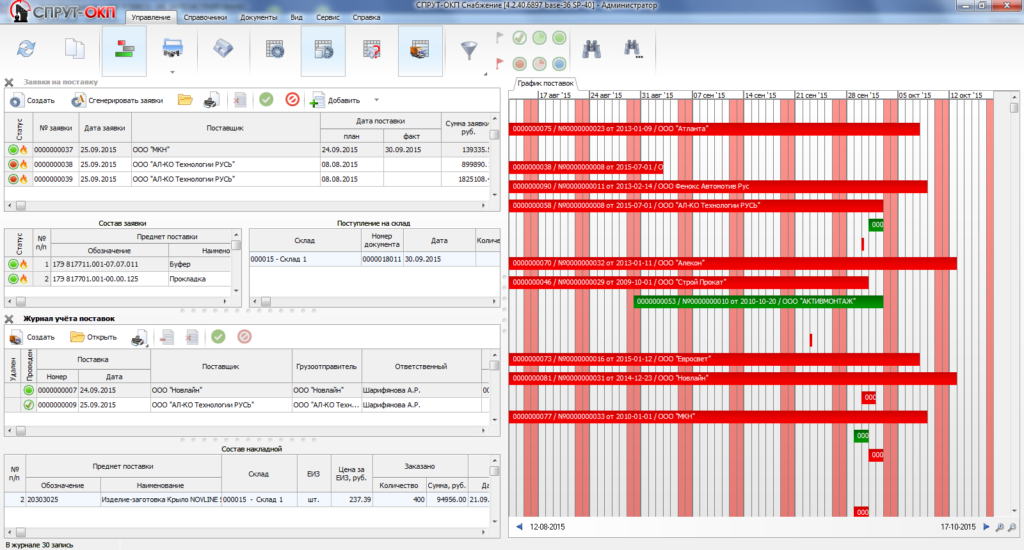
Рис. 6 План снабжения
В СПРУТ-ОКП можно указать для каждого предмета поставки несколько поставщиков и разные условия поставки для каждого из них: размер минимальной партии поставки, стоимость и срок поставки. На основании этих данных и условий поставки СПРУТ-ОКП автоматически формирует план закупок и находит лучшее предложение по выбранным критериям.
Таким образом, СПРУТ-ОКП помогает ответить на вопросы снабжения: «Что?», «Сколько?», «Когда?» и даже «У кого?».
Сменно-суточный план
Нижний уровень планирования – это формирование сменно-суточного задания (ССЗ) для подразделения (рис. 7).
У диспетчера или мастера часто возникают вопросы: Что лучше всего сегодня запустить, чтобы не сорвать сроки? На что есть материал? Пришли ли полуфабрикаты из предыдущего цеха?
В системе СПРУТ-ОКП сменно-суточный план работ для цеха или участка может формироваться автоматически! Для этого нужно только указать подразделение, для которого требуется получить ССЗ, дату и длительность смены в часах. Автоматическое формирование такого задания ведется по нескольким критериям: дата выполнения работ (просроченные вперед), группировка работ (сокращение переналадок), учет ограничения имеющихся на склада материалов, учет ограничения получения полуфабрикатов из предыдущего цех.
Система СПРУТ-ОКП автоматически производит отбор из всех запланированных работ тех из них, которые отвечают выбранным критериям, и включает их в ССЗ.
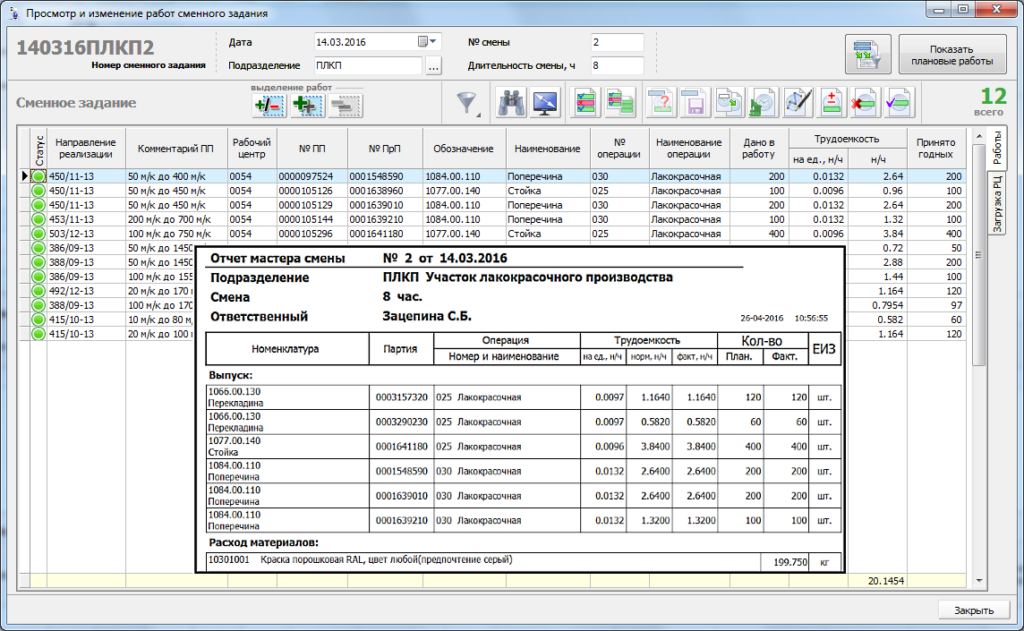
Рис. 7 Сменно-суточный план
Согласно сформированным ССЗ и введенным учетам выполненных работ формируется выработка по исполнителям, по рабочим местам, по подразделениям, по заказам. Сопоставление планов и выработки позволяет провести план-фактный анализ: что было запланировано, и что было сделано на самом деле.
Накопленные отклонения факта от плана может потребовать провести корректировку планов.
Заключение
Описанный подход связанных между собой уровней планирования и накопления фактов выполнения работ и отклонений позволяет достичь прозрачности производства, прогнозируемости и прослеживаемости выполнения заказов. А план-фактный анализ позволит найти и устранить недостатки организации производства